概要 #
主軸の回転速度を周期的に変動させて加工することでびびり振動を抑制する制御「びびり抑制制御」を導入するための機能です。
導入したいパスをNCプログラム上で選択し、パラメータを設定することで、びびり抑制制御を使うNCプログラムをダウンロードすることができます。びびり振動を抑制することで加工条件の向上、加工監視の廃止、品質安定が期待できます。
事前準備 #
・びびり抑制制御を適用したいプログラムについて、Loggerであらかじめ工程データを取得してください。
・本機能で対応していない固定サイクル(G81以外)をびびり抑制に変更する場合、そのままでは出力できません。以下の流れで、あらかじめG01に置き換えたプログラムの工程データを取得して、本機能を使う必要があります。
1.固定サイクル部分を、G01やG00などを用いて再現するプログラムを作成
2.そのプログラムを、Kom-micsが接続されている設備で実行(エアカットで問題ありません)
びびり抑制プログラム出力のフロー #
Loggerで工程データを取得した後のフローは以下の通りです。
1.Viewer上でびびり抑制プログラム導入の対象となるデータを選択
2.びびり抑制プログラムの導入方法を選択
3.びびり抑制に変更したいパスの選択
4.びびり抑制プログラムのプログラム番号、パラメータの入力
5.作成したびびり抑制プログラムのダウンロード
びびり抑制制御のパラメータ #
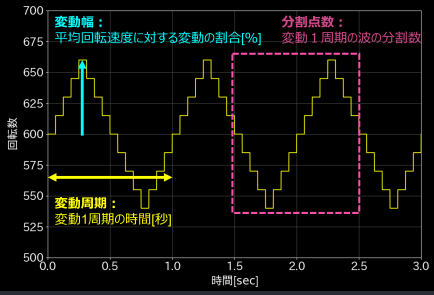
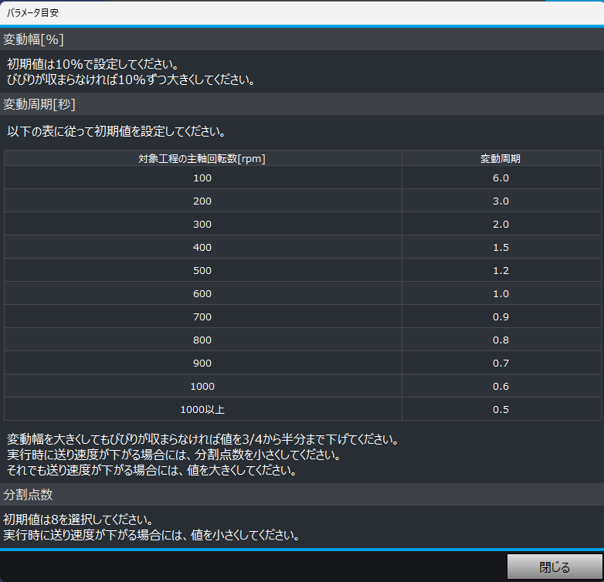
びびり抑制制御には3つのパラメータがあります。
アプリ内でプログラムを作成するときに、これらのパラメータの値を決める必要があります。
①変動幅[%]:平均回転速度に対する変動の割合
②変動周期[秒]:変動1周期の時間
③分割点数:変動1周期の波の分割数
プログラム出力手順 #
①「改善」カテゴリーの「びびり抑制プログラム」アプリをクリック

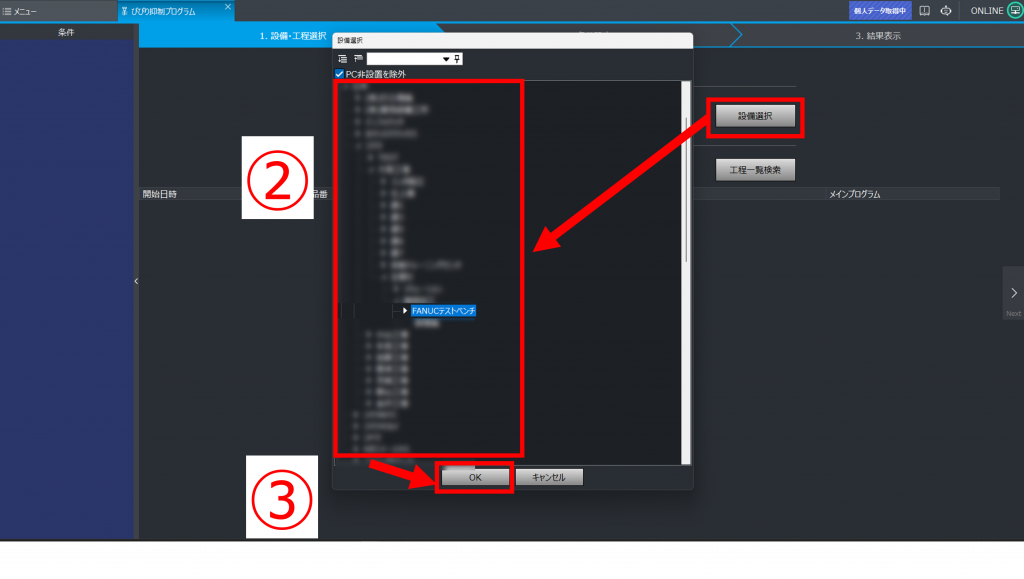
②「設備選択」をクリックし、対象とする設備を選択
③「OK」をクリック
④検索期間を設定し、「工程一覧検索」をクリック
➄びびり抑制プログラム作成の対象としたい工程をクリックして選択
➅「Next」をクリック

⑦対象設備がカスタムマクロに対応している場合→「対象設備はカスタムマクロで出力されます。」
対象設備がカスタムマクロに対応していない場合→「対象設備は点群プログラムで出力されます。」
と表示されます。「OK」をクリックして次に進みます。
カスタムマクロ #
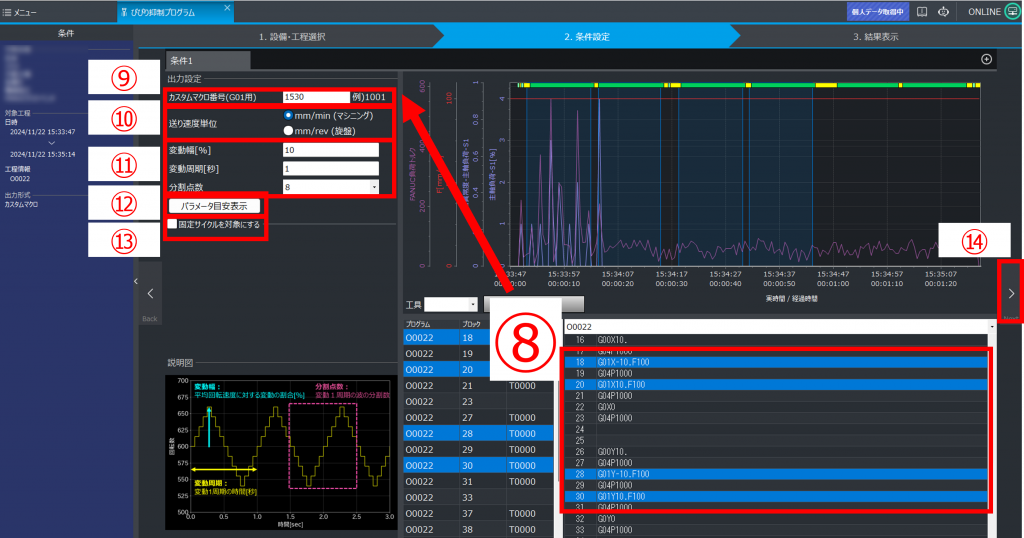
⑧びびり抑制制御に変更したいG01の行を選択してください。ドラッグやCtrlボタンを押しながらクリックすることで複数行を選択できます。
⑨びびり抑制制御のマクロプログラム番号を設定します。
⑩送り速度の単位(毎分送りmm/minか毎回転送りmm/rev)を選択
⑪3種類のびびり抑制パラメータ(変動幅、変動周期、分割点数)を入力。パラメータの目安や調整方法は⑫「パラメータ目安表示」ボタンから参照することができます。
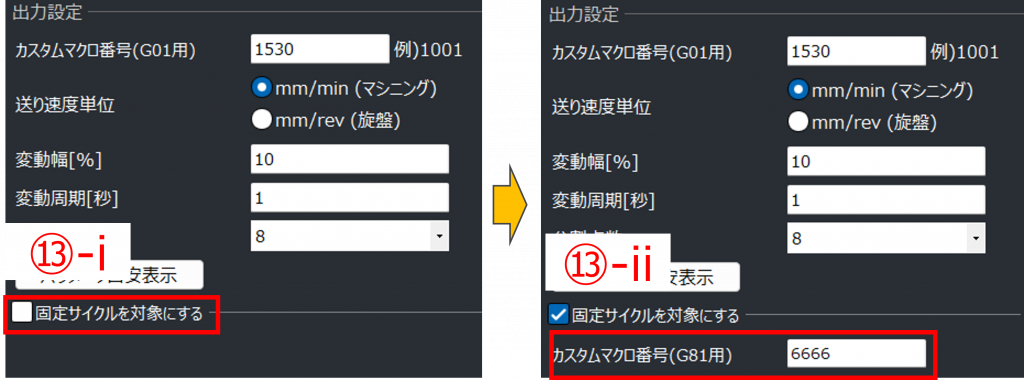
⑬マシニングの固定サイクルG81に切屑分断制御を適用する場合は、以下の設定をしてください。
i) 「固定サイクルを対象にする」にチェックを入れます。
ii) 固定サイクル用切屑分断マクロのマクロ番号を設定します(⑨と同じ番号の場合はエラー)。
⑭「Next」をクリック
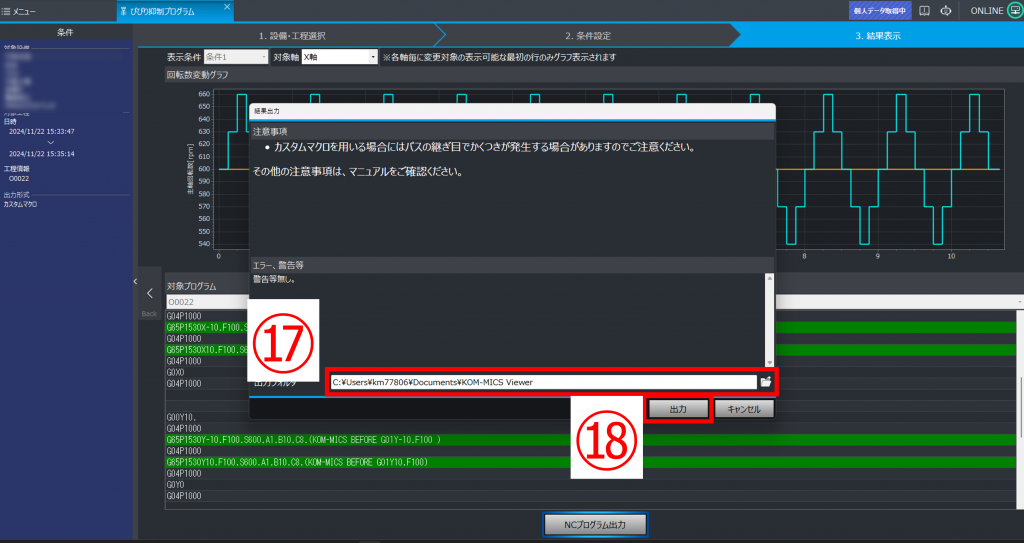
⑮びびり抑制制御用のマクロを呼び出すプログラムを表示
⑯「NCプログラム出力」をクリック

⑰プログラムをダウンロードする場所を選択
⑱「出力」ボタンを押してプログラムをダウンロード
3種類のプログラムがダウンロードされます。
・マクロプログラム呼出しに変更したメインプログラム
・びびり抑制制御用のマクロプログラム
・変更前のメインプログラム
点群プログラム #
⑧びびり抑制制御制御に変更したいG01の行を選択してください。
➈作成するびびり抑制制御用のサブプログラムの番号、メインプログラムでサブプログラムを呼び出す際の書式、サブプログラムの終了書式を選択
例:FANUCではサブプログラム呼出書式は”M98P”、サブプログラム終了書式は”M99″
送り速度単位、パラメータの設定はカスタムマクロの⑩、⑪と同様です。
⑩「Next」をクリック。

⑪びびり抑制制御用の点群プログラムを呼び出すプログラムを表示
⑫「NCプログラム出力」をクリック

⑬プログラムをダウンロードする場所を選択
⑭「出力」ボタンを押してプログラムをダウンロード
3種類のプログラムがダウンロードされます。
・点群プログラム呼出しに変更したメインプログラム
・びびり抑制制御用の点群プログラム
・変更前のメインプログラム