概要 #
切削加工時の自励振動(びびり)を抑制するために安定限界線図を算出するためのアプリです。
フライス、エンドミルを想定した算出法であるためその他の工具および加工方法に適用した場合、算出結果は参考値として扱ってください。
事前準備 #
- 安定限界線図を算出したい設備について、工具登録が必要
工具登録方法は「工具リスト編集」マニュアルを参照。
工具リスト編集 – KOM-MICS Viewer Manual - 測定機器の準備
加速度センサ、インパクトハンマ、ADユニット(VT-IEPE-2G05)
安定限界線図算出(新規測定) 手順 #
「ツーリング」カテゴリの「びびり振動安定限界線図算出」を選択。

「新規測定」を選択

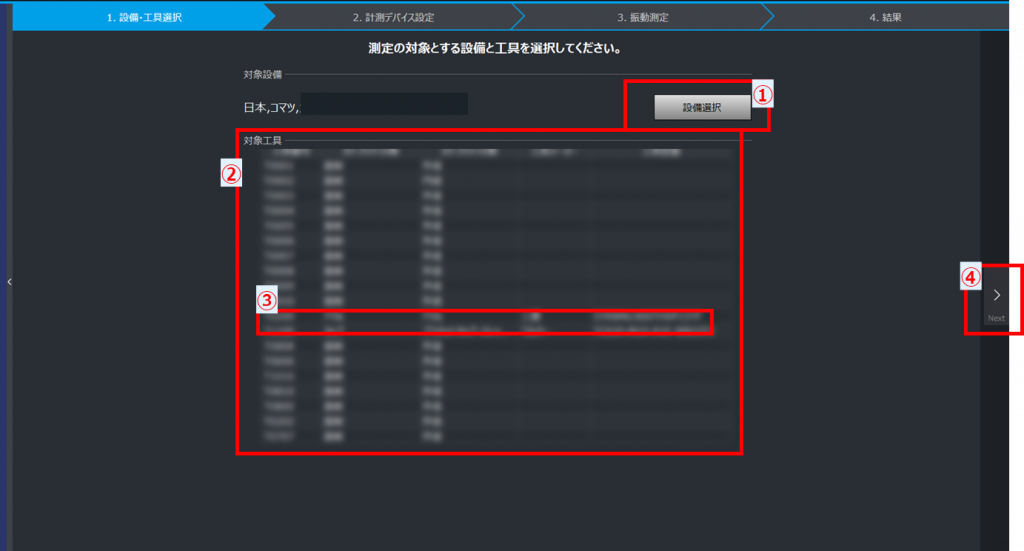
【1】設備・工具選択
①設備を選択する。
②選択した設備について登録済の工具リストが表示される。
③新規測定したい工具を選択する。
④Nextを押す。
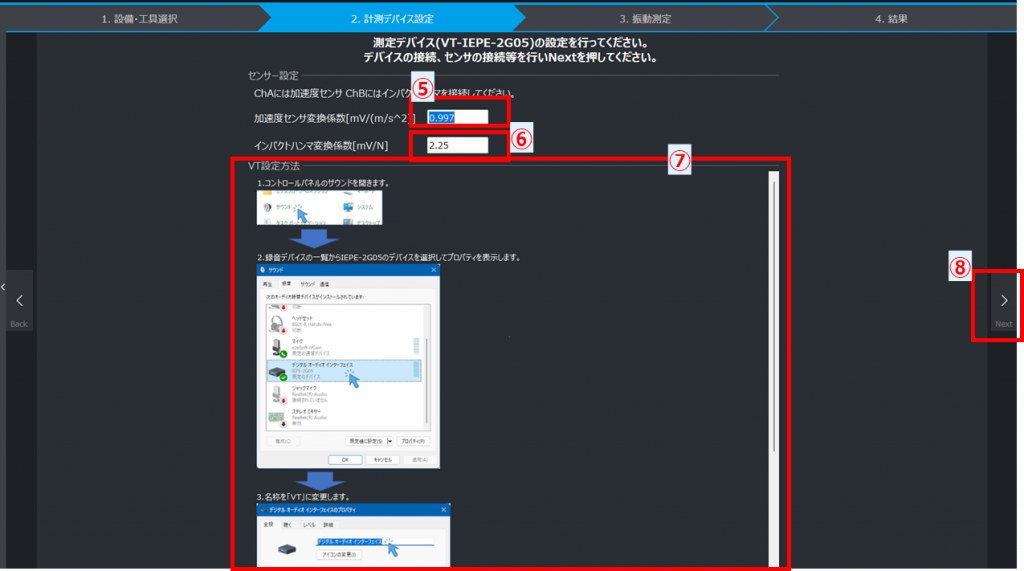
【2】計測デバイス設定
ハンマリングに使用するADユニット(VT-IEPE-2G05)とインパクトハンマの設定を行う。
⑤使用する加速度センサの変換係数を入力する。(購入時付属の性能試験書類に記載の値を入力)
⑥使用するインパクトハンマの変換係数を入力する。(購入時付属の性能試験書類に記載の値を入力)
ADユニットをPCに接続し、⑦に表示されている手順に沿って、計測に使用するPCでADユニット(VT-IEPE-2G05)の設定を行う。
⑧Nextを押す
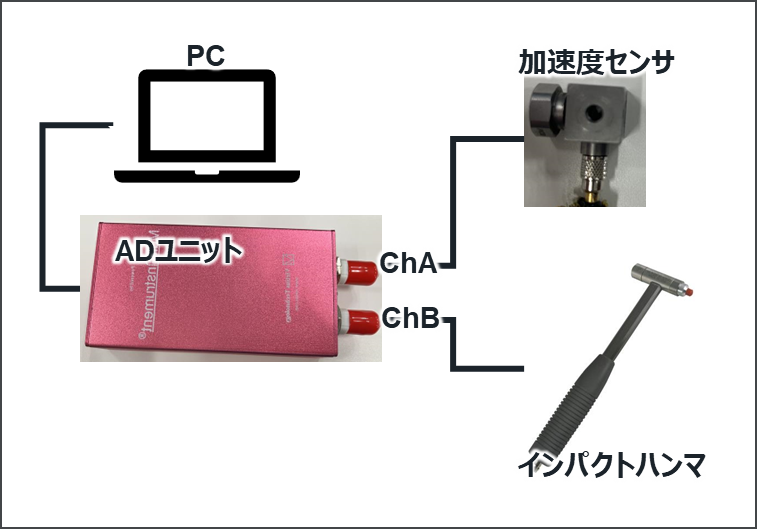
【3】振動測定
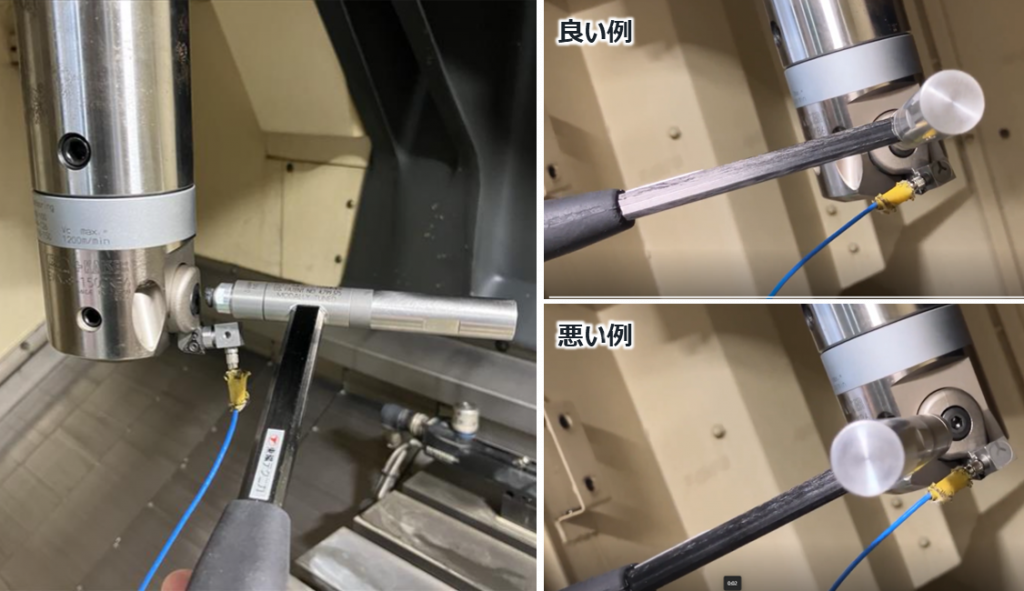
●上図の通りPCと計測機器を接続したら、加速度センサをなるべく工具先端に取り付ける。
●インパクトハンマで加速度センサ近傍を叩く。
・計測したい軸に対して真っ直ぐハンマで叩く(コツ:ハンマは軽く握り手首のスナップを効かせて叩く)
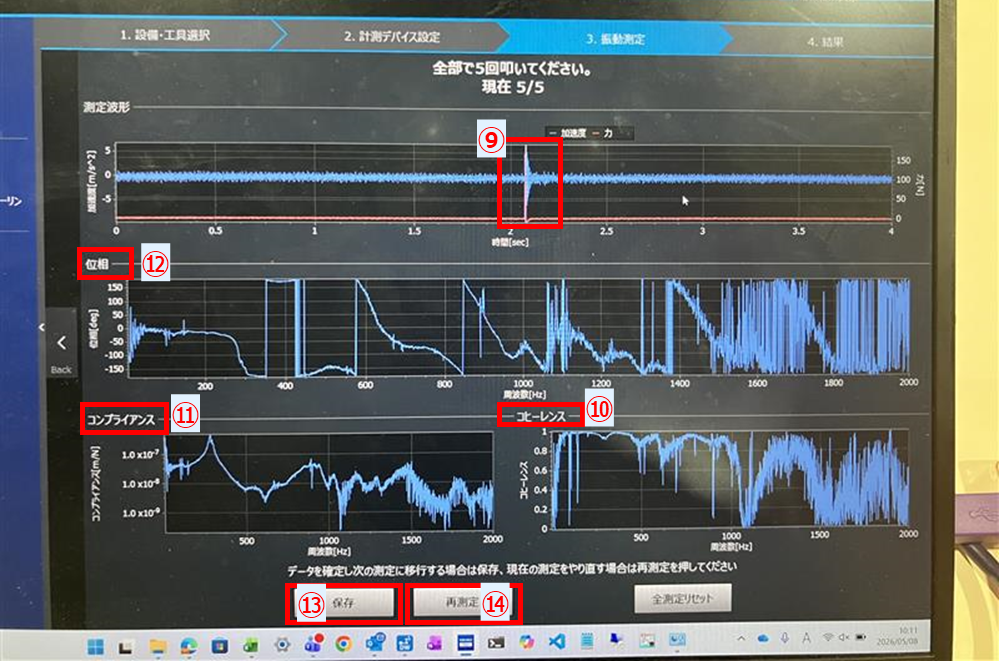
●うまく叩けているかを⑨~⑪で確認する。
⑨測定波形で単一のインパルス波形が立っている。
⑩「コヒーレンス」は複数回の測定結果において、入力(ハンマで叩いた力)と出力(加速度センサで測定
した振動)の関係がどれだけ一貫して再現されているかを示す指標。1.0に近いほど良い測定で、0に近い
ほど信頼できない測定ということになる。(本アプリでは2回目の測定からコヒーレンスが表示される)
高周波数帯はノイズが乗りやすくコヒーレンスが発散しやすいが、問題ない。
1000Hz以下の領域において解析対象の主要モード付近でコヒーレンス<0.8なら再測定するのが好ましい。
⑪「コンプライアンス」は工具のたわみやすさ(剛性の逆数)を表す指標。
値が大きいほど剛性が低い(=びびりやすい)ことを意味します。下図では300~400Hzで山になっており
びびりやすい周波数帯と読み取れる。
⑫「位相」はハンマ入力に対して、応答が何度遅れているか(または進んでいるか)を表す。
位相が0°→180°のように位相が急激に変化する周波数帯は、その近傍に固有振動モードが存在する
ことを示します。
300~400Hzで位相の急変が発生している。⑪の周波数と概ね一致している。
下図の例の場合、300~400Hzのコヒーレンスが1.0付近。300~400Hzはコンプライアンスの山がありビビりやすい周波数かつ、位相の急変が起こっている。ことから正しく測定出来ていると判断する。
●測定結果に問題なければ⑬「保存」を押す。再測定したい場合は⑭「再測定」を押す。
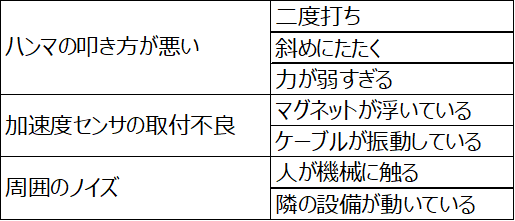
再測定する場合は以下に注意すること。
●測定結果に問題がなければ「保存」を押した後、「はい」を押し、2回目の測定に進む。これを5回繰り返す。
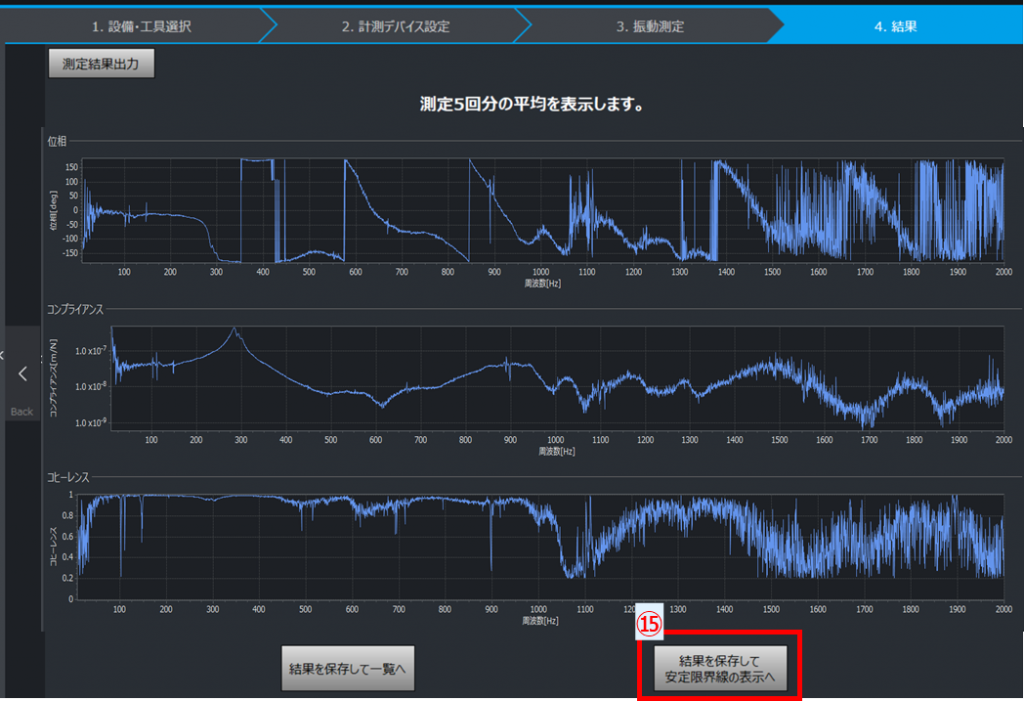
●5回測定結果を保存すると、5回分の測定結果平均が表示される。
⑮「結果を保存して安定限界線図の表示へ」を押す。
【4】安定限界線図の計算設定
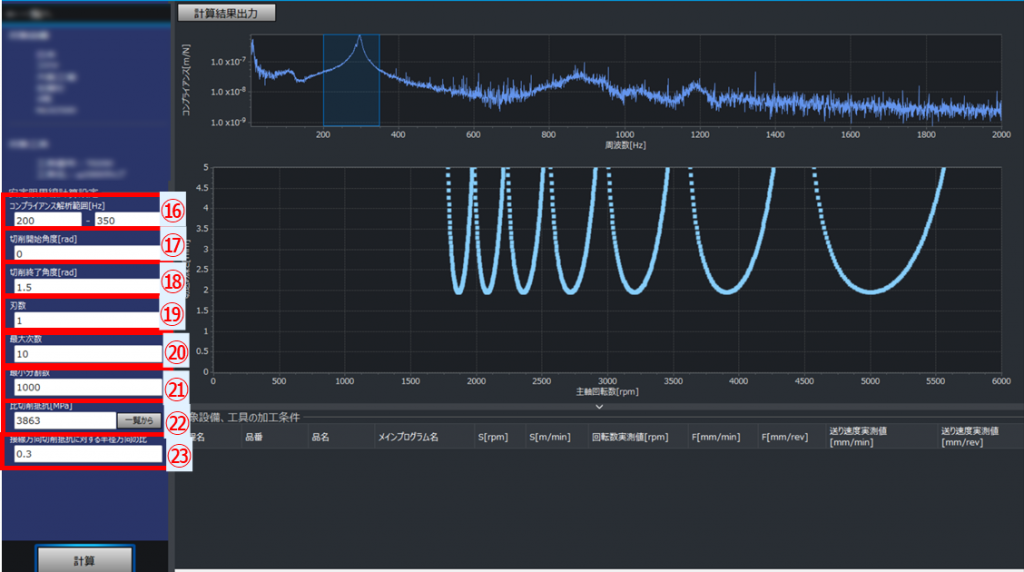
⑯コンプライアンスの山が含まれるように解析範囲[Hz]を入力する。山が複数含まれないような範囲にすること。
⑰⑱切削開始角度/切削終了角度[rad]は0~πで設定します。下表を参照して入力して下さい。

⑲刃数を入力
⑳最大次数
安定限界線図の計算範囲を設定します。
設定値を大きくすると、低回転側の安定ポケットが追加表示されます。
㉑最小分割数
安定限界線図の計算分解能を設定します。
設定値を大きくすると計算点数が増加し、曲線がより滑らかに表示されます。
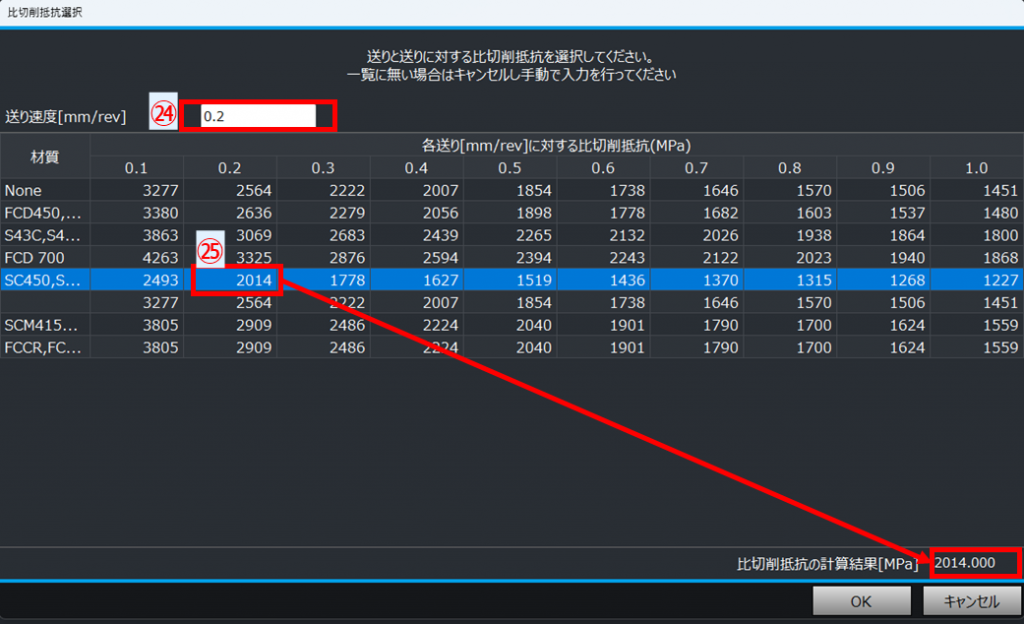
㉒比切削抵抗[MPa]
切削力算出に使用する比切削抵抗を設定します。
「一覧から」を選択すると、㉔送り速度[mm/rev]および㉕被削材に応じた推奨値を選択できます。
一覧に対象材質が存在しない場合や、実測値・メーカー値を使用する場合は、手動で入力してください。
送り速度は実際の加工条件に近い値を入力してください。送り速度は比切削抵抗の選定に使用されます。
㉓接線方向切削抵抗に対する半径方向の比
半径方向切削力と接線方向切削力の比率です。
本パラメータは工具形状、被削材および切削条件により変化し、切削力の作用方向を決定します。
詳細なデータがない場合は、一般的なエンドミル加工の代表値として 0.3 を設定してください。
以上で安定限界線図の計算に必要な設定は完了です。
「計算」ボタンを押すと安定限界線図が描かれます。
すでに計算した安定限界線図の確認および設定変更 #
「ツーリング」カテゴリの「びびり振動安定限界線図算出」を選択。
㉖対象設備を選択する。
㉗対象工具を選択する。
㉘測定結果表示
ハンマリング試験の結果を確認できます。
㉙安定限界線図表示
安定限界線図の確認ができます。また、設定変更して算出することもできます。

ハンマリング結果/安定限界線図の出力方法 #
【1】ハンマリング結果の出力方法
方法1:安定限界線図算出(新規測定) 手順⑮の左上にある「測定結果出力」を押す。
方法2:すでに計算した安定限界線図の確認および設定変更 手順㉘後の
ハンマリング結果画面左上の「測定結果出力」を押す。
出力結果はエクセルファイル形式で「グラフ」「グラフデータ」「測定データ」がシートごとに出力される。
【2】安定限界線図の出力方法
方法1:安定限界線図算出(新規測定) 手順㉓の左上にある「計算結果出力」を押す。
方法2:すでに計算した安定限界線図の確認および設定変更 手順㉙後の
ハンマリング結果画面左上の「測定結果出力」を押す。
出力結果はエクセルファイル形式で「グラフ」「グラフデータ」がシートごとに出力される。
旋削/ボーリングでのこのアプリの利用について #
●本アプリはエンドミルを想定したモデルで計算しているため、「切削開始角度」「切削終了角度」が必要。
しかし、旋削/ボーリングでは工具は連続切削である。
旋削加工およびボーリング加工に適用する場合は、
- 切削開始角度:0 [rad]
- 切削終了角度:π [rad]
- 刃数:1
を推奨設定値とする。
●安定限界線図で示される切込み深さ[mm]はエンドミルモデルから算出されているため、数値そのものよりも
安定になりやすい回転数を見る用途に限定することを推奨する。