概要 #
改善カテゴリの「切屑分断プログラム」アプリは工作機械用のアプリで、切屑が絡まるような工程に対して使用し、工具を送り軸方向に振動させて空振り区間を作ることで、切屑を細かく分断する切屑分断制御(振動切削や揺動切削ともいう)で切りくずを分断するようなNCプログラムを出力してくれます。現場作業者の切りくず除去工数を削減するのに使用します。
***注意事項***
本機能にはいくつかの注意事項があります。十分に確認したうえでご利用ください。
1.本機能の推奨加工は以下に限られます。(ドリル加工でも切屑の分断は可能ですが、条件次第で折損しやすくなることがあります)
・旋削加工
・ボーリング加工
2.振動の周波数や振幅を大きくしすぎないでください。
周波数や振幅を上げすぎると、工具や設備に想定外の大きな負荷がかかる恐れがあります。
周波数や振幅は慎重に設定してください。(設定基準はこちら)
3.切屑分断に対応しているGコードは基本的にG1のみです。NCがFANUCでのみ、G73,G81,G83にも対応しています。
4.直線のパスのみ対応しています。円弧のパスには対応していません。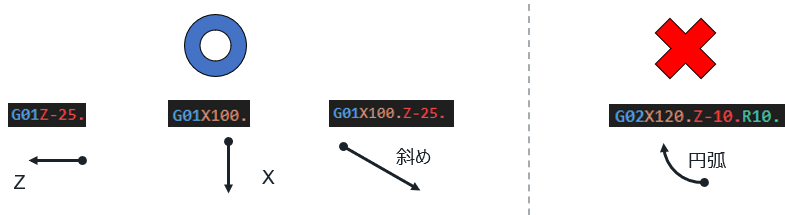
5.工具径補正や刃先R補正と併用しているパスには適用できません。G73,G81,G83(FANUC)以外の固定サイクルにも対応していません。
6.導入前に比べて面粗さが2倍程度悪化します。仕上げ加工に適用する場合はご注意ください。
7. 切屑分断プログラムを使用する際は、送りオーバーライドを100%にしてください。
それ以外では切屑が分断されないことがあります。
8.カスタムマクロを用いる場合にはパスの継ぎ目でかくつきが発生する場合がありますのでご注意ください。
9.止まり穴等では終点でドゥエルを入れてください。振動波形が端面に残る場合があります。
10. フェイスドライバ等の固定方式の場合、芯押し方向と逆向きの加工では、振動によってワークの押さえが甘くなる可能性があります。
11. 加工条件次第では、工具寿命が短くなる可能性があります。寿命原因にあわせて、チップの材種などを変更することで対策可能な場合もあります。
修正済の問題
・NCがMITSUBISHIの設備で、切屑分断プログラムに変更する際に元の加工条件を正しく反映できていない問題が確認されています。該当設備ではプログラム作成を行わないでください。→2025/1/29現在対応済
・NCがFANUC16i系またはFANUC0i-model Dの設備で、旋盤に切屑分断プログラムをカスタムマクロで使用する際、マクロのフォーマットエラーが発生し使用できない問題が確認されています。→2025/1/29現在対応済

切屑分断制御(振動切削)とは #
切屑が分断できる原理 #
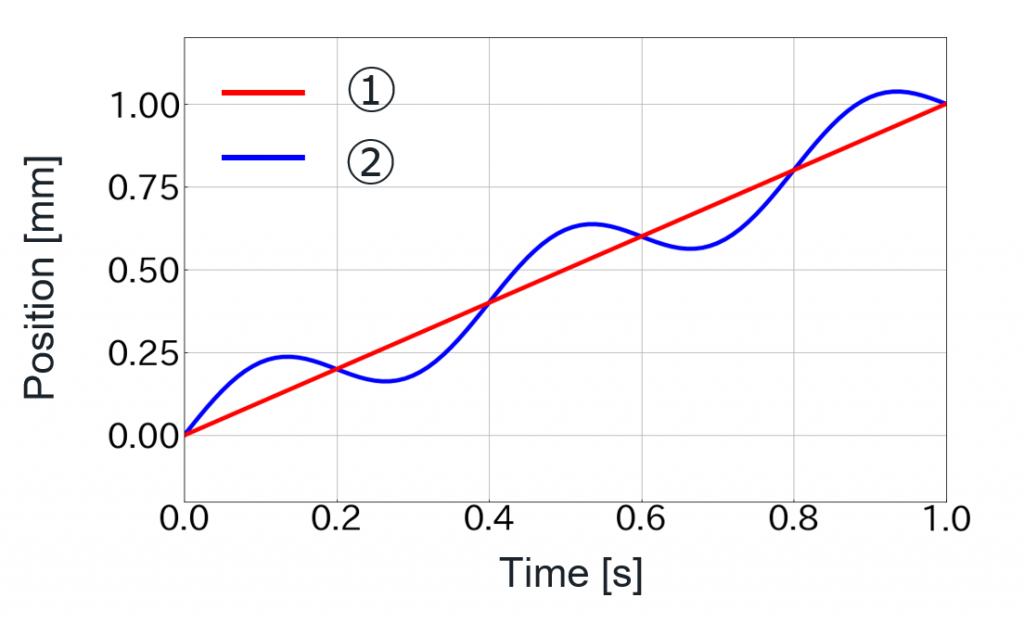
切屑分断制御では送り方向に工具を振動させます。
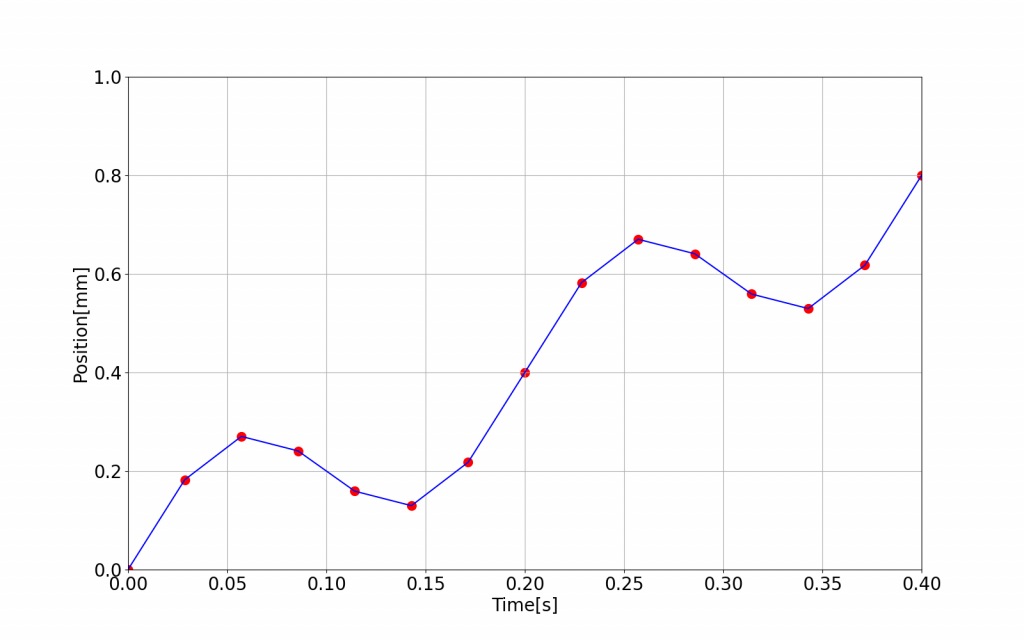
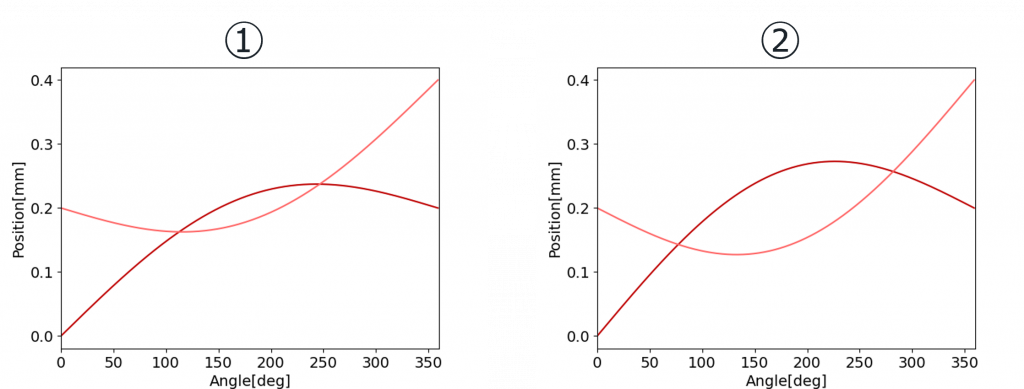
下の図は横軸が時間、縦軸が座標を表しており、通常加工と切屑分断制御の軌跡を比較したものです。
➀通常加工 ➁切屑分断制御
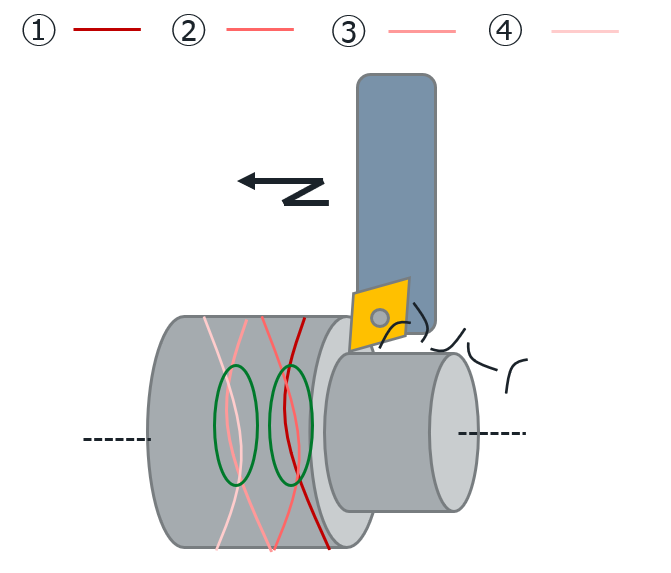
送り方向の振動は主軸の回転と同期しており、下の図の緑色丸印のように周期的に刃先の空振りが生じます。空振り時には刃先がワークから離れるので、断続切削になって切屑が分断されます。
➀主軸1回転目 ➁主軸2回転目 ➂主軸3回転目 ④主軸4回転目
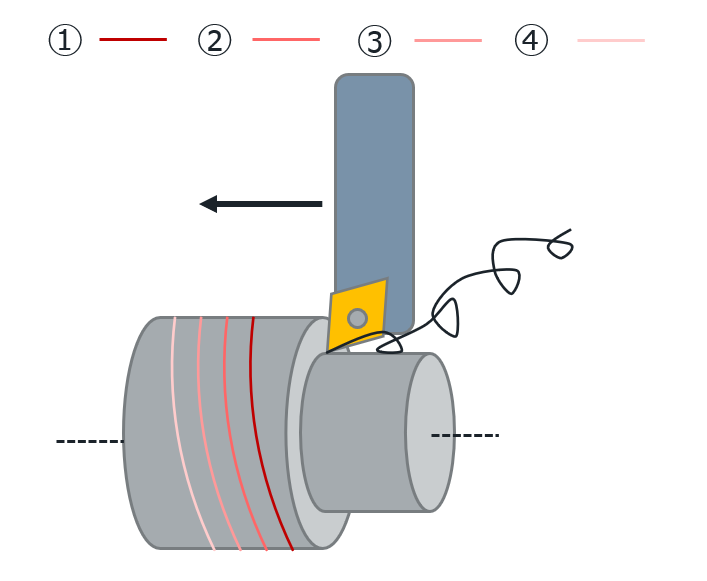
一方、通常加工では刃先の空振りは起きないため、切屑はつながって伸びてしまいます。
➀主軸1回転目 ➁主軸2回転目 ➂主軸3回転目 ④主軸4回転目
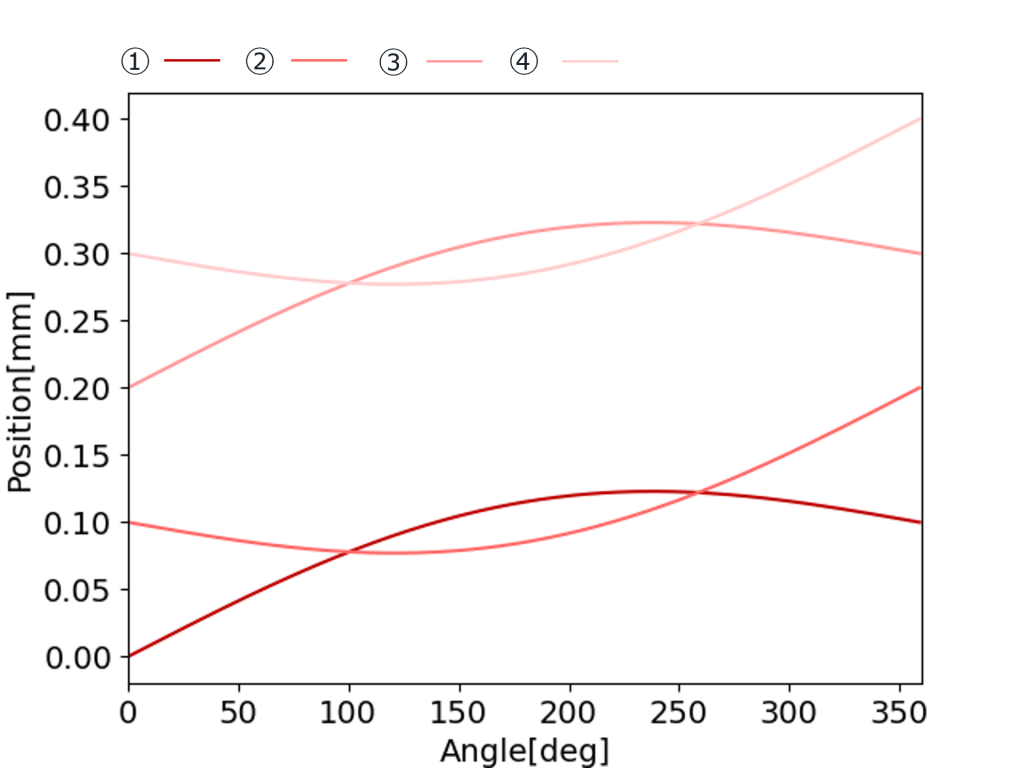
下の図は主軸1回転ごとに軌跡を分割したものです。横軸が主軸1回転の角度、縦軸が座標です。1回転目、3回転目で既に加工した場所を、2回転目、4回転目で加工しており、刃先の空振りが生じていることが分かります。
➀主軸1回転目 ➁主軸2回転目 ➂主軸3回転目 ④主軸4回転目
2種類の切屑分断の導入方法 #
振動の軌跡を短い直線に分割してNCプログラムで指令することで、送り軸を揺らします。
導入方法は「点群NCプログラム」、「カスタムマクロ」の2種類あります。
CNCがFANUC・MITSUBISHIの場合にはカスタムマクロ、それら以外の場合には点群NCプログラムで導入してください。
注意:CNCがFANUCの場合、NC機能の「カスタムマクロ」が有効でない設備では「点群NCプログラム」のみ使用できます。
カスタムマクロオプションの有無は自動的に判別され、オプションが有効の場合のみ「カスタム「マクロ」か「点群プログラム」かを選択できます。
※オプションの有無について以下の方法でも、簡易的に判断することもできます。
1. その設備で「G65P….」のプログラムを使用したことがある場合:「カスタムマクロ」は使用可能です。
2. その設備で「G65P….」のプログラムを使用したことがない場合:MDI等で「G65P△△△△」をシングルブロックで実行してください(△△△△は実在するプログラム番号)。△△△△のプログラムに移動した場合、カスタムマクロが使用可能です。一方、「0010 使用できないGコードを指令しました」のエラーメッセージが出る場合、「カスタムマクロ」のオプションが導入されていません。
1.点群NCプログラム
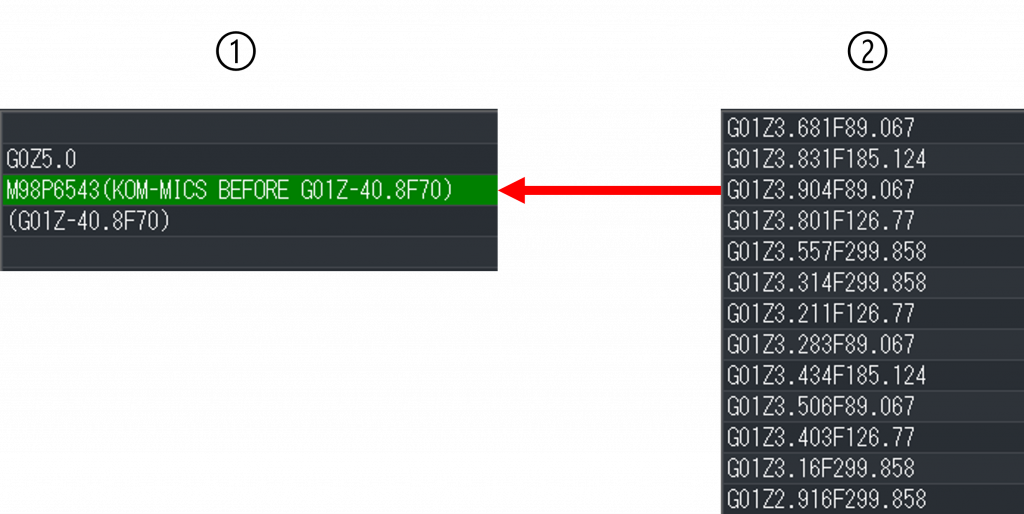
振動の軌跡を短い直線で分割し、その指令を羅列したサブプログラムをメインプログラムから呼び出すことで動作させます。
メリット:全てのNCに適用可能
デメリット:データ容量が大きい
1パスごとに別のサブプログラムとして作成が必要
➀メインプログラム ➁点群NCプログラム(サブプログラム)
2.カスタムマクロ
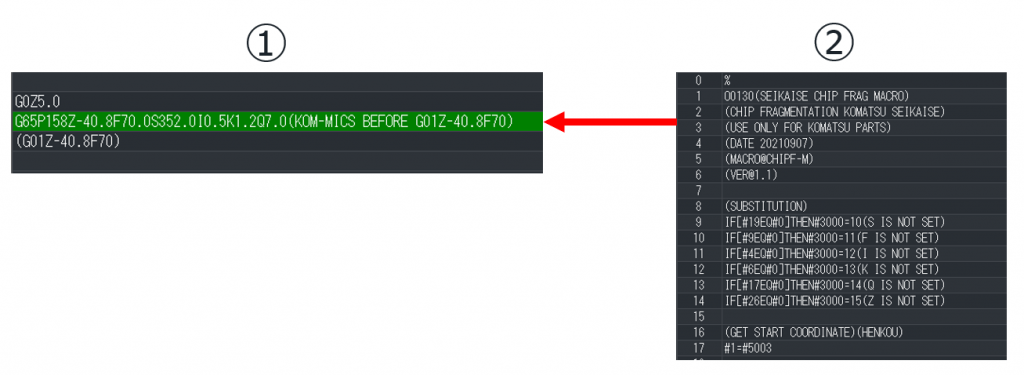
振動の軌跡を短い直線に分割した指令を、自ら計算して実行するマクロプログラムです。メインプログラムから振動条件や目標位置を与えて呼び出します。
メリット:データ容量が小さい。
異なるパスでも同じマクロプログラムを用いて切屑分断可能
デメリット:CNCがFANUC・MITSUBISHIの場合にしか適用できない。
➀メインプログラム ➁カスタムマクロ
切屑分断のパラメータ #
1.振幅倍率:1回転当たりの送り量の何倍を振幅として与えるかを表します。この値が大きいほど確実に空振りが生じ、切屑を分断しやすくなります。
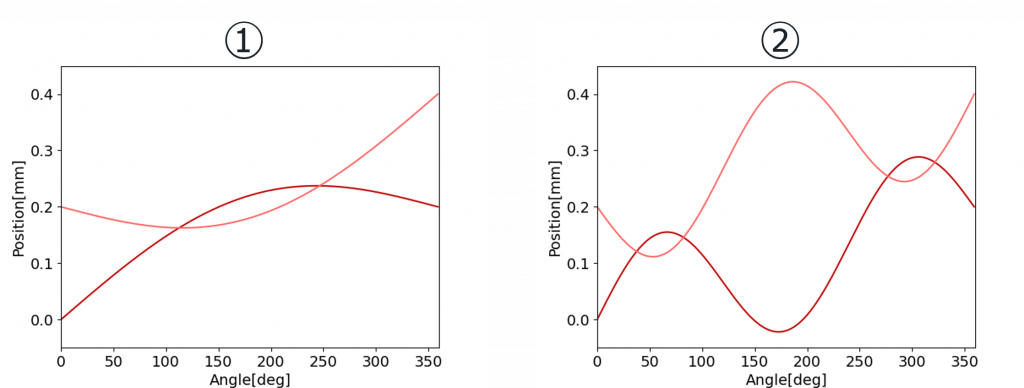
2通りの例を示します。下の図は横軸が主軸1回転の角度、縦軸が座標です。振幅倍率0.8(②)の方が振動の幅が大きく、振幅倍率0.6(①)に比べて大きい空振りが生じています。
➀振幅倍率0.6 ➁振幅倍率0.8
2.周波数倍率:主軸1回転の間に何回の振動を与えるかを表します。この値が大きいほど細かい間隔で空振りが生じるため、切屑も細かくなります。
2通りの例を示します。下の図は横軸が主軸1回転の角度、縦軸が座標です。周波数倍率1.5(②)の方が振動が細かく、周波数倍率0.5(①)に比べて空振り回数が多くなっています。
➀周波数倍率0.5 ➁周波数倍率1.5
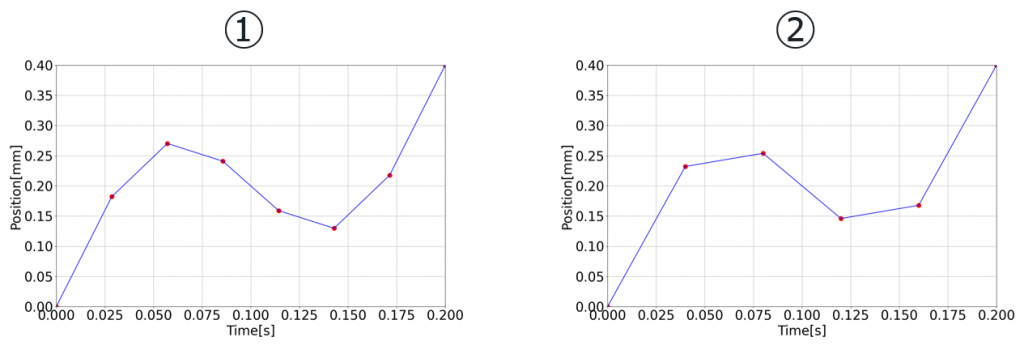
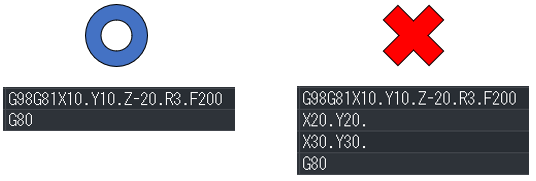
3.1周期当たりの指令点数:1周期の振動を何点で分割するかを表します。
➀分割点数7点 ➁分割点数5点
事前準備 #
・切屑分断を適用したいプログラムについて、Loggerであらかじめ工程データを取得してください。
・本機能で対応していない固定サイクル(FANUCのG73,G81,G83以外)を切屑分断に変更する場合、そのままでは出力できません。以下の流れで、あらかじめG01に置き換えたプログラムの工程データを取得して、本機能を使う必要があります。
1.固定サイクル部分を、G01やG00などを用いて再現するプログラムを作成
2.そのプログラムを、Kom-micsが接続されている設備で実行(エアカットで問題ありません)
切屑分断プログラム出力のフロー #
Loggerで工程データを取得した後のフローは以下の通りです。
1.Viewer上で切屑分断プログラム導入の対象となるデータを選択
2.切屑分断プログラムの導入方法を選択(CNCがFANUCの場合のみ)
3.切屑分断に変更したいパスの選択
4.切屑分断プログラムのプログラム番号、振動パラメータの入力
5.作成した切屑分断プログラムのダウンロード
プログラム出力手順 #
メイン画面から進む場合 #
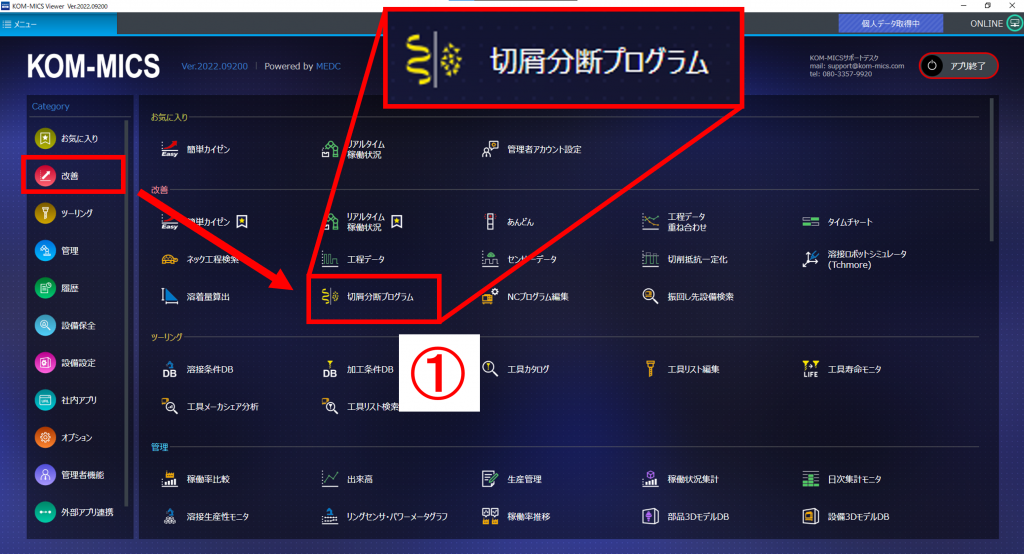
➀「改善」カテゴリーの「切屑分断プログラム」アプリをクリック
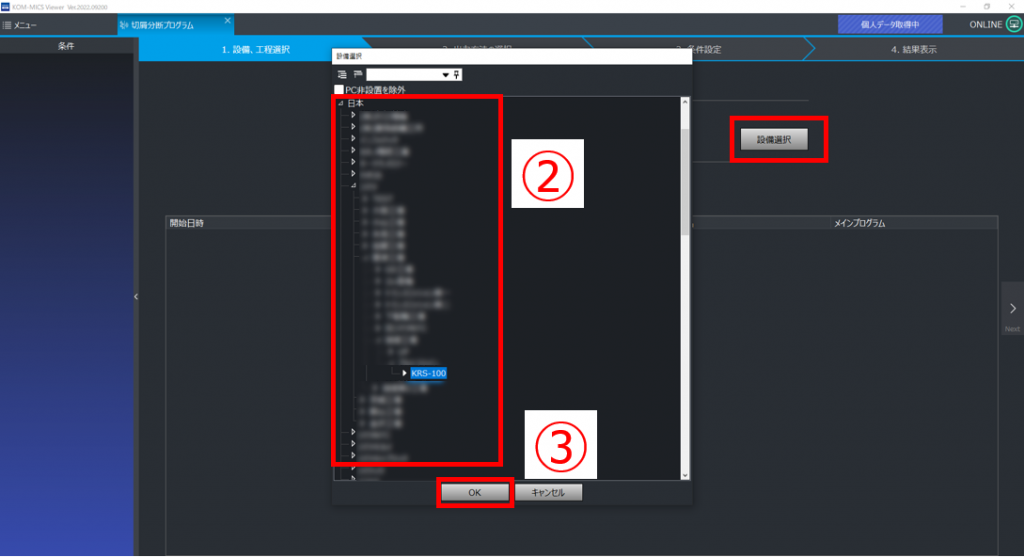
➁「設備選択」をクリックし、対象とする設備を選択
➂「OK」をクリック
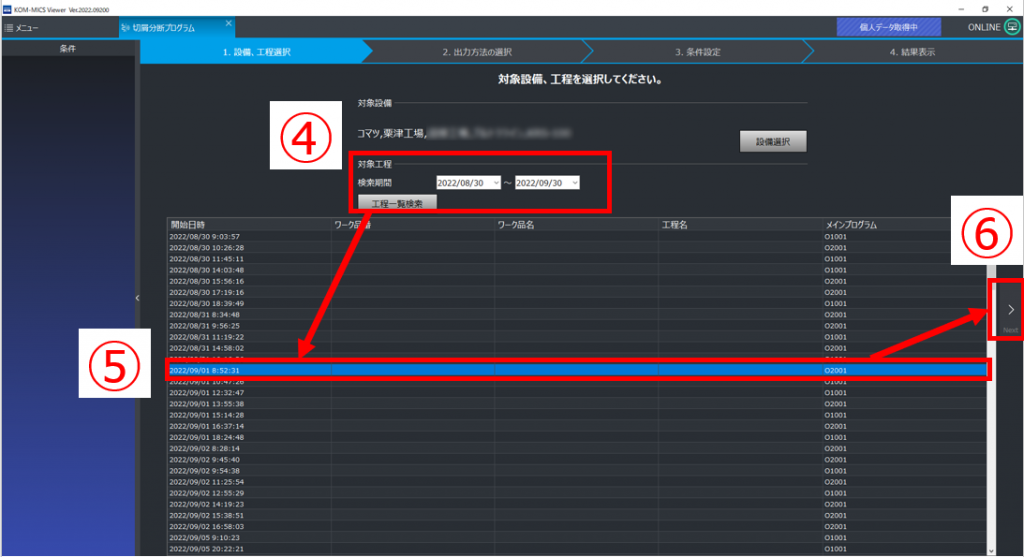
④検索期間を設定し、「工程一覧検索」をクリック
➄切屑分断プログラム作成の対象としたい工程をクリックして選択
➅「Next」をクリック
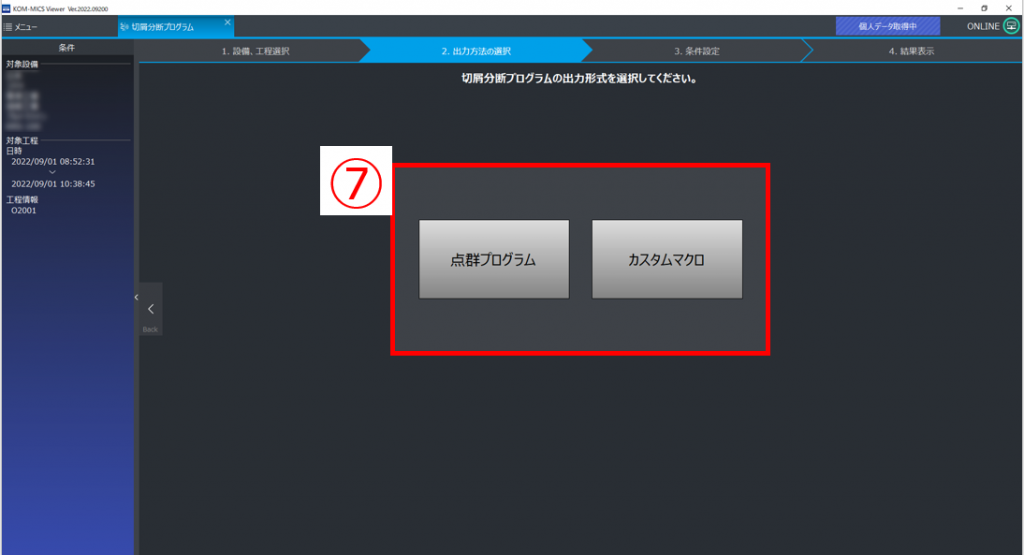
➆対象設備のCNCがFANUC, MITSUBISHIの場合には「点群NCプログラム」か「カスタムマクロ」を選択する画面が表示されますので、どちらかを選んでクリックします。
この画面は対象設備のCNCがFANUC, MITSUBISHI以外の場合には表示されません。(それら以外では、自動的に点群NCプログラムになります。FANUCでもカスタムマクロのオプションが無効の場合も同様に点群NCプログラムになります。)
・点群NCプログラムを選んだ場合/CNCがFANUC, MITSUBISHI以外 → 点群NCプログラム に続く
・カスタムマクロを選んだ場合 → カスタムマクロ に続く
点群NCプログラム #
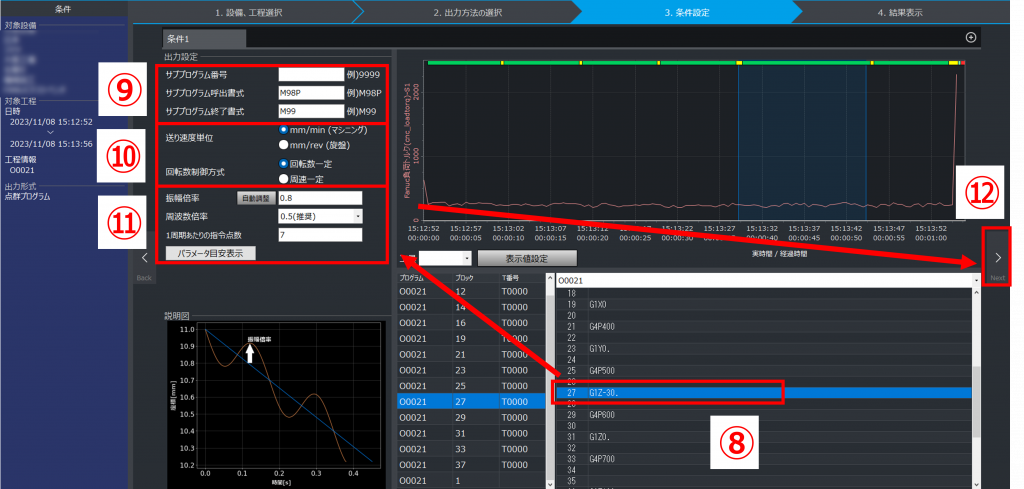
⑧切屑分断制御に変更したいG01の行を選択してください。複数行を選択する場合は、こちら。
※NCがOSPの旋盤では、適用可能な行に制限があります。こちらをご確認ください。
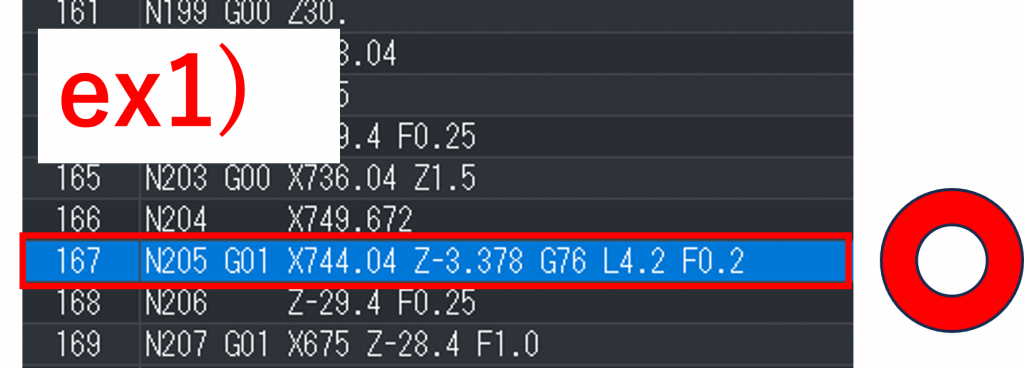
OSPの旋盤では、以下3つの条件を満たす行のみ選択可能です。
条件1:対象行に、同じプログラム内で他と重複しないシーケンス番号(N番号)があること
条件2:対象行の1つ前の行・対象行の1つ後の行にも、同じプログラム内で他と重複しないシーケンス番号(N番号)がそれぞれあること
条件3:対象行に、「G01」が記入されていること
条件を満たしていない行に適用したい場合は、以下の手順で進めてください。
1. 条件を満たすようにプログラムを変更する。
2. 変更したプログラムをKOM-MICS接続設備で実行する。
3. 2で実行したときの工程データに対して、本機能(切屑分断プログラム)を実行する。
以下に、適用可能・不可能な行の例を示します。
ex1)以下の行には適用可能です。(条件1~3すべてクリア)
ex2)以下の行を選択した場合、シーケンス番号がなく条件1,2を満たしたいないので、次に進むときにエラーがでます。シーケンス番号の入力が必要になります。

ex3)以下の行を選択した場合、シーケンス番号が他と重複する「000」となっていて、条件1を満たさないので次に進むときにエラーがでます。シーケンス番号を他と被らないように変更する必要があります。

ex4)以下の行を選択した場合、その行に「G01」がなく条件3を満たしてないため、次に進むときにエラーがでます。「G01」の入力が必要になります。

➈作成する切屑分断制御用のサブプログラムの番号、メインプログラムでサブプログラムを呼び出す際の書式、サブプログラムの終了書式を選択
例:FANUCではサブプログラム呼出書式は”M98P”、サブプログラム終了書式は”M99″
OSPではサブプログラム呼出書式は”CALL O”、サブプログラム終了書式は”RTS”
➉送り速度の単位(毎分送りmm/minか毎回転送りmm/rev)と回転数制御方式(回転数一定か周速一定)を選択
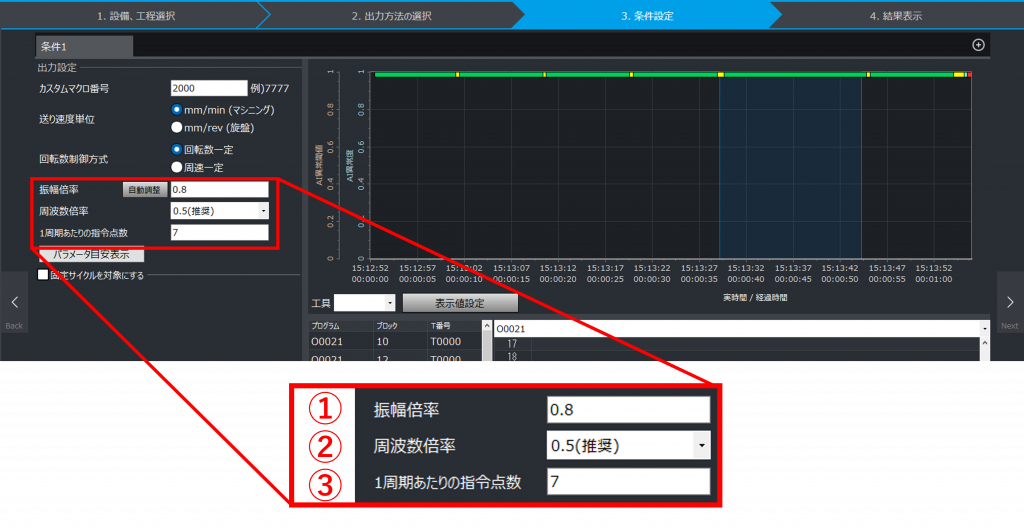
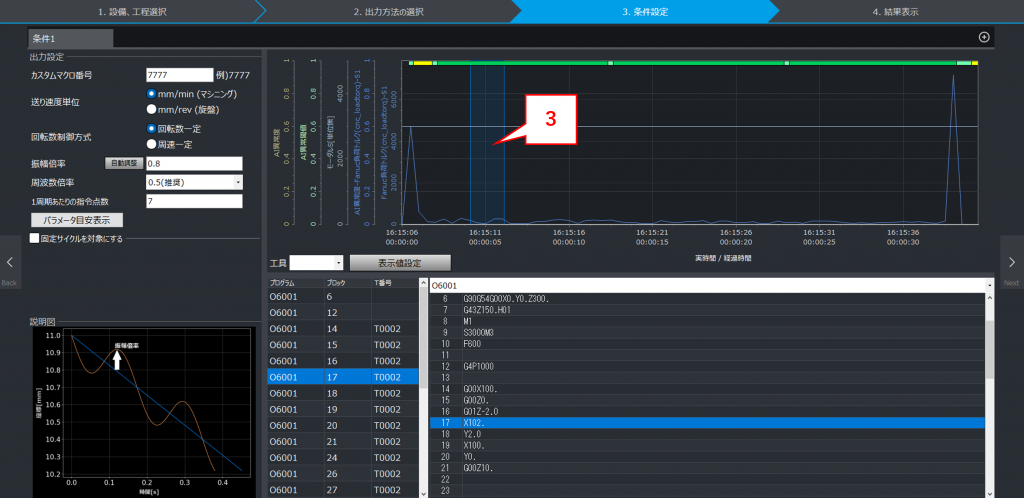
⑪3種類の切屑分断パラメータ(振幅倍率、周波数倍率、1周期あたりの指令点数)を入力。パラメータの詳細は「切屑分断のパラメータ」を参照。パラメータの調整方法は「パラメータ調整手順」を参照(画面にある「パラメータ目安を表示」ボタンをクリックしても確認できます)。
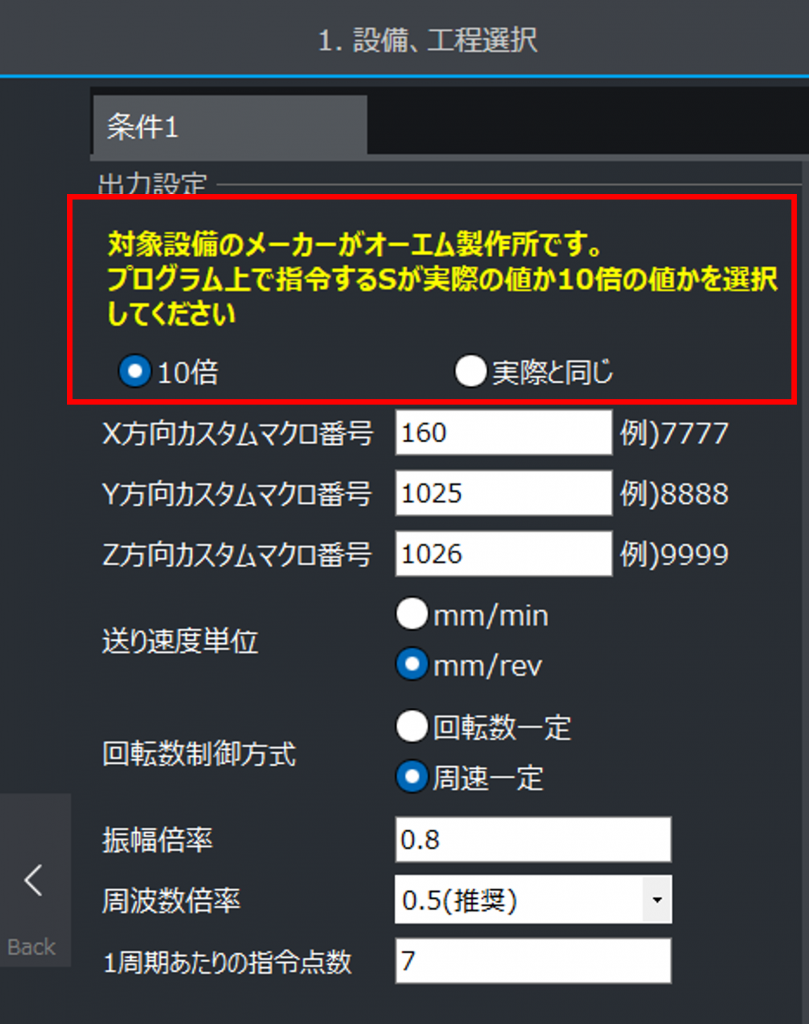
※オーエム製作所の設備のみ、こちらの項目も設定。
⑫「Next」をクリック。
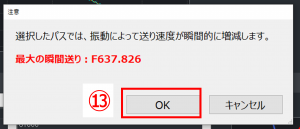
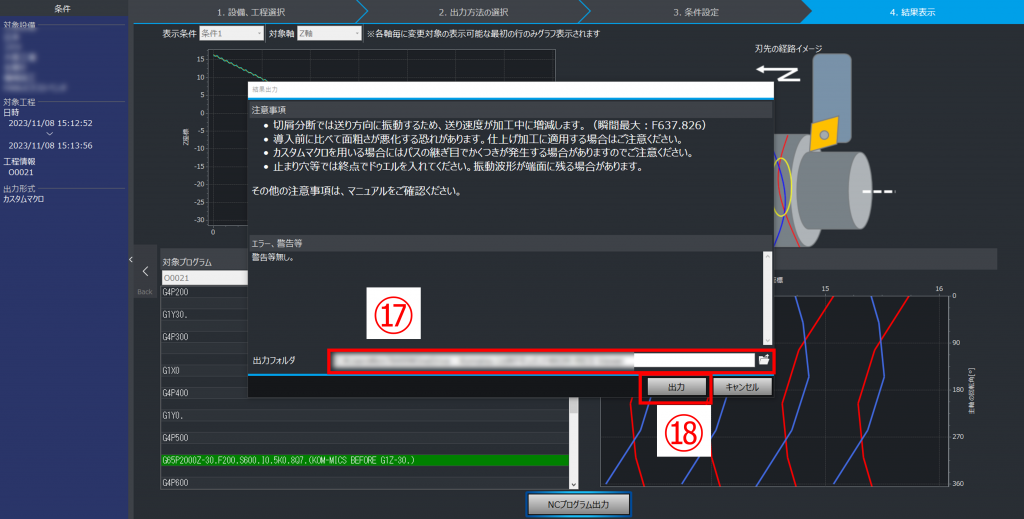
注意のポップアップが表示されます。
⑬問題なければ、「OK」ボタンをクリック。(「キャンセル」ボタンを押すと1つ前のページに戻ります。)
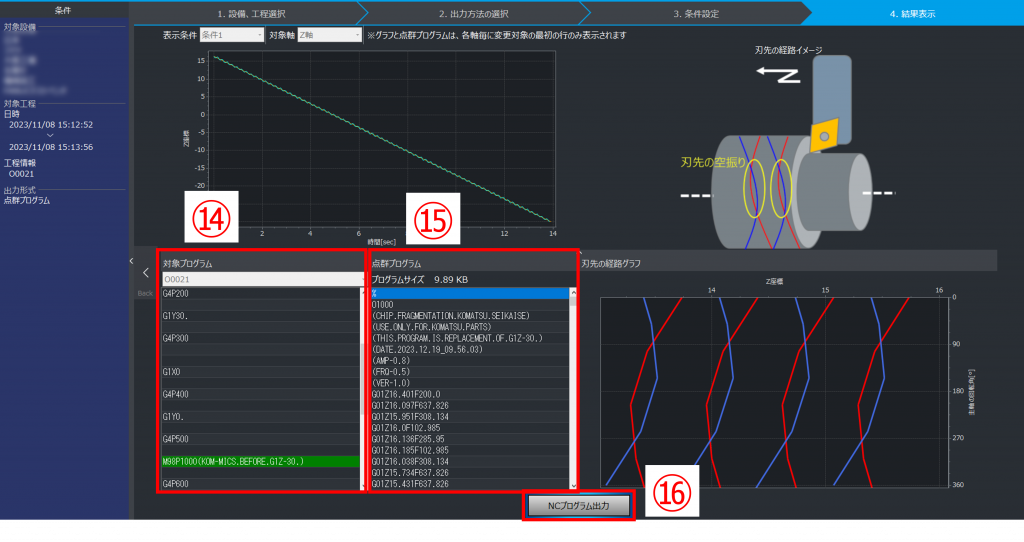
メインプログラムとサブプログラムが表示されます。
⑭切屑分断制御用のサブプログラムを呼び出すように変更したメインプログラム
⑮切屑分断制御用のサブプログラム
⑯「NCプログラム出力」をクリック
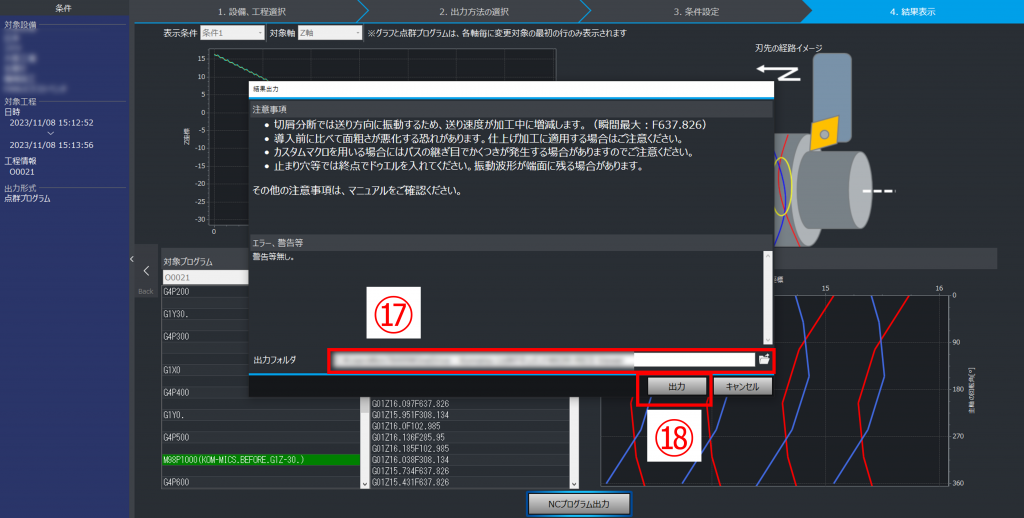
⑰プログラムをダウンロードする場所を選択
⑱「出力」ボタンを押してプログラムをダウンロード
3つのプログラムがダウンロードされます。
・サブプログラム呼出しに変更したメインプログラム
・切屑分断制御用のサブプログラム(複数出力されることがあります)
・変更前のメインプログラム
カスタムマクロ #
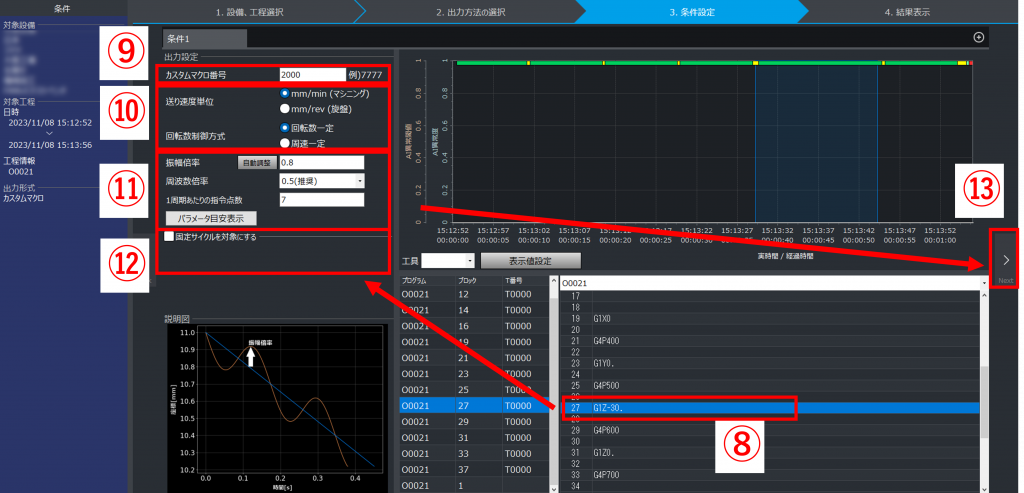
⑧切屑分断制御に変更したいG01の行を選択してください。複数行選択したい場合は、こちら。
⑨切屑分断マクロのマクロ番号を設定します。(1つのマクロでX軸/Y軸/Z軸それぞれ対応可能です)
⑩送り速度の単位(毎分送りmm/minか毎回転送りmm/rev)と回転数制御方式(回転数一定か周速一定)を選択
⑪3種類の切屑分断パラメータ(振幅倍率、周波数倍率、1周期あたりの指令点数)を入力。パラメータの詳細は「切屑分断のパラメータ」を参照。パラメータの調整方法は「パラメータ調整手順」を参照。(画面にある「パラメータ目安を表示」ボタンをクリックしても確認できます)。
※オーエム製作所の設備のみ、こちらの項目も設定。
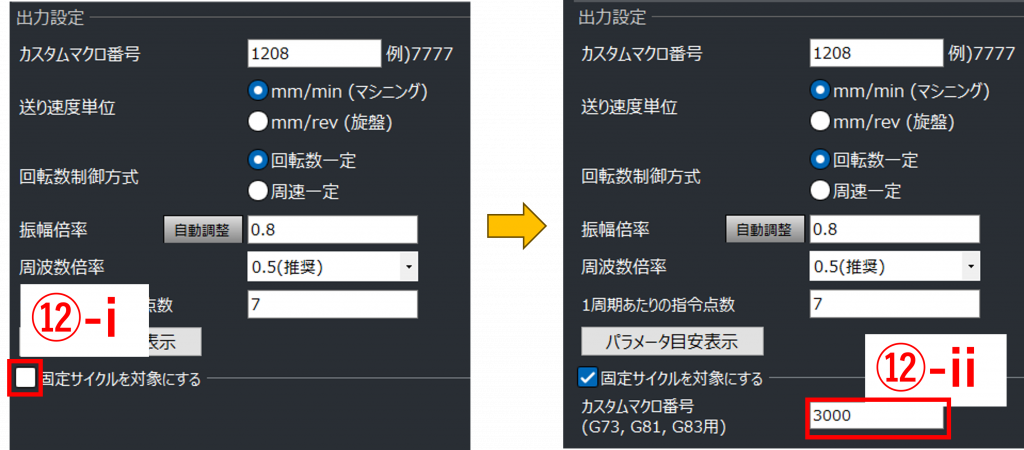
⑫マシニングの固定サイクルG73,G81,G83に切屑分断制御を適用する場合は、以下の設定をしてください。ただし、適用可能な対象には制限があります。
i) 「固定サイクルを対象にする」にチェックを入れます。
ii) 固定サイクル用切屑分断マクロのマクロ番号を設定します(⑨と同じ番号の場合はエラー)。
⑬「Next」をクリック
注意のポップアップが表示されます。
⑭問題なければ、「OK」ボタンをクリック。(「キャンセル」ボタンを押すと1つ前のページに戻ります。)
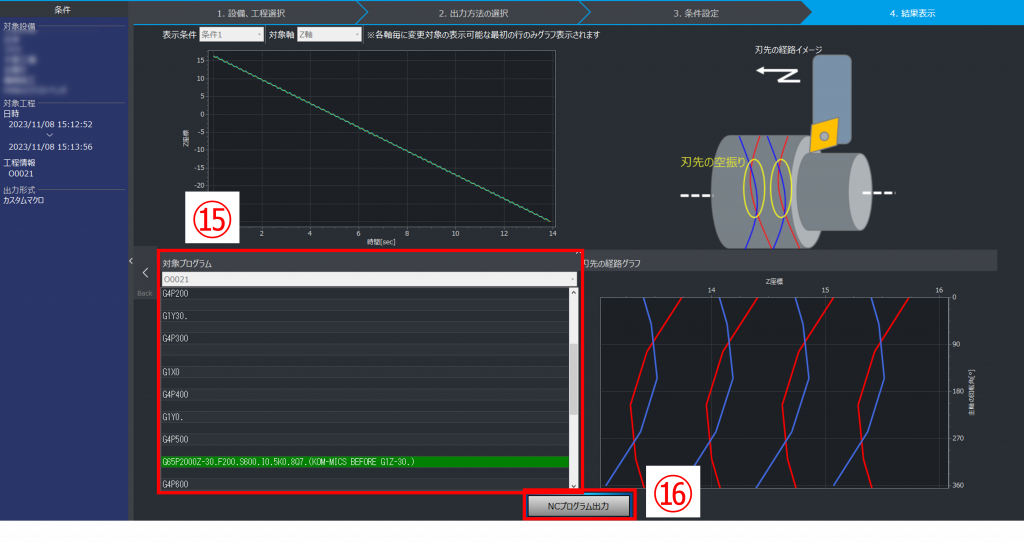
⑮切屑分断制御用のマクロを呼び出すプログラムを表示
⑯「NCプログラム出力」をクリック
⑰プログラムをダウンロードする場所を選択
⑱「出力」ボタンを押してプログラムをダウンロード
3種類のプログラムがダウンロードされます。
・マクロプログラム呼出しに変更したメインプログラム
・切屑分断制御用のマクロプログラム(X軸/Y軸/Z軸方向の3種類のマクロのうち、必要なもの全て)
・変更前のメインプログラム
工程データから進む場合 #
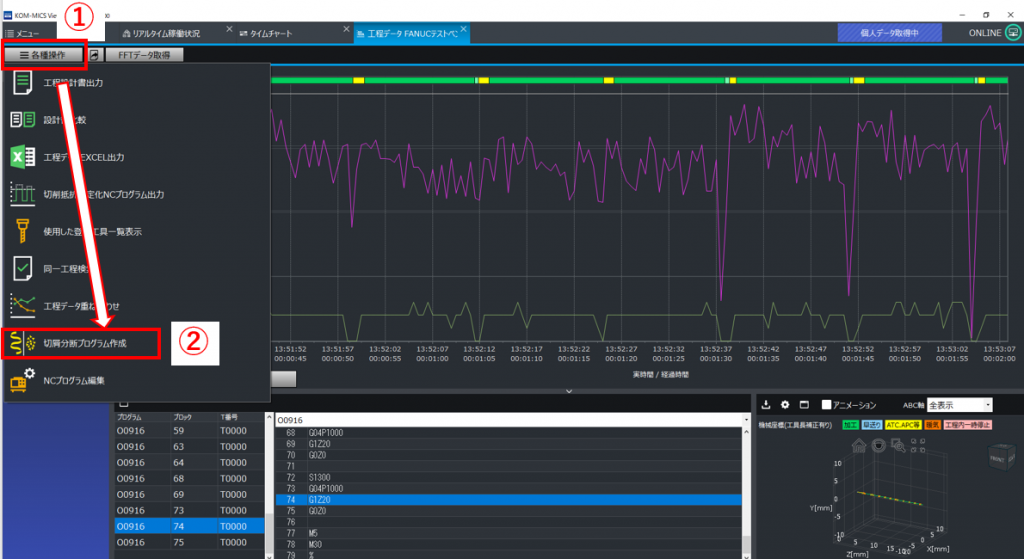
切屑分断プログラムを作成したい加工工程の工程データを開きます。
①「各種操作」ボタンをクリックします。
②表示されたタブにある「切屑分断プログラム」作成をクリックします。
対象設備がFANUCである場合、「点群NCプログラム」か「カスタムマクロプログラム」か選択する画面に移動します。それ以外の場合は、点群NCプログラムを作成する画面に移動します。以降の流れは、各リンク先を参照してください。
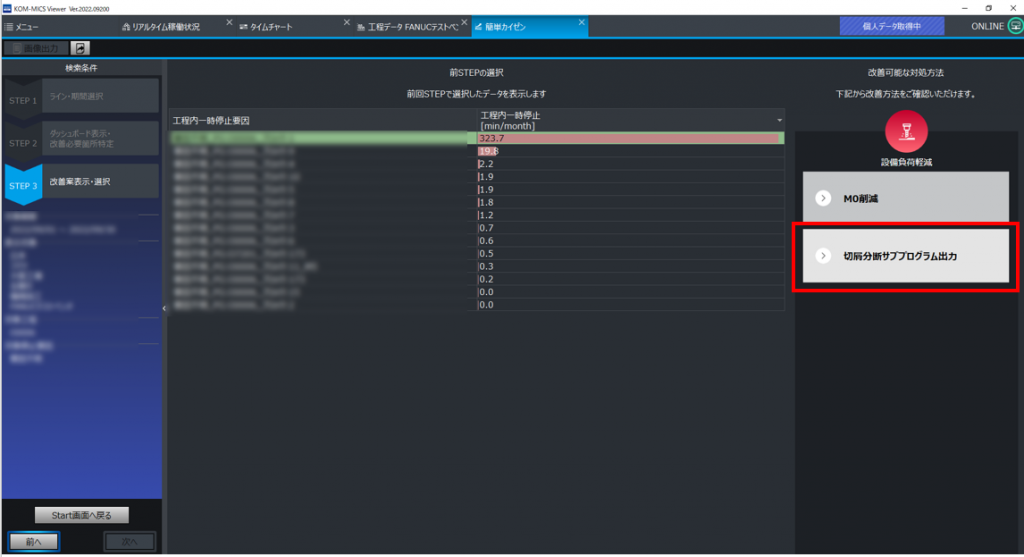
簡単カイゼンから進む場合 #
「簡単カイゼン」の改善案から切屑分断プログラム出力を行えます。「簡単カイゼン」の工程内一時停止の改善方法に表示される、「切屑分断サブプログラム出力」ボタンを押してください。以降は、メイン画面から進む場合の④からの流れと同じになります。
オーエム製作所の設備 #
対象の設備がオーエム製作所の場合、S(周速または主軸回転数)に関して正しい値を使用するため、出力設定で下記どちらかを選んでください。
・「10倍」:プログラムで記述されているSは、実際に動かす周速(主軸回転数)の10倍の値であるとき
・「実際と同じ」:プログラムで記述されているSは、実際に動かす周速(主軸回転数)と同じ値であるとき
固定サイクルの対象 #
・固定サイクルで切屑分断制御に適用可能なのは、カスタムマクロ有効なFANUCのG73, G81, G83のみです。適用後は、元の固定サイクル中で切削送りの部分は切屑分断制御で加工し、元の固定サイクルで早送り中はそのまま早送りにします。
・また、その固定サイクルに適用する場合、1穴開ける加工のときのみ使用可能です。複数穴開ける(G73/G81/G83の次の行にXやYで次の穴の座標指定する)プログラムには対応していません。
パラメータ調整手順 #
3種類の切屑分断パラメータについて、以下の順で設定します。
①振幅倍率
②周波数倍率
③1周期あたりの指令点数
以上の手順のうち、②と③は最初に決めた値から変更することは基本的にありません。
一方、実際に加工を行って切屑が分断できなかった場合に、再度①の調整が必要になります。
①振幅倍率を設定する(調整が必要) #
このパラメータの意味:こちらを参照
設定可能な値:0.1 ~ 2.4 (0.01刻み)
設定方法:設備毎に適正値が変わるため、調整が必要になります。
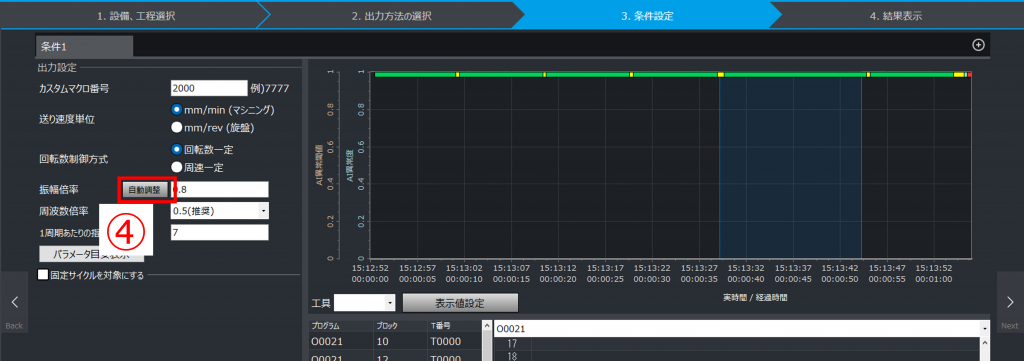
・NCがFANUCの場合:切屑分断パラメータ自動調整機能が使用できます(要:SERVO VIEWER)。④の「自動調整」ボタンから自動調整機能に進むことができ、調整が終了すると振幅倍率の欄に値が反映されます。
・FANUC以外のNC/調整機能を使用しないとき:下記の周波数倍率の表を参考に、振幅倍率の初期値を入力してください。実際に加工してみて、切屑が分断できなかった場合、この振幅倍率の値を0.2増やしてプログラムを再出力し、再度加工を行ってください。
調整例(初期値0.8):振幅倍率:0.8 → 切屑切れない → 振幅倍率:1.0 → 切屑切れない → 振幅倍率:1.2 → 切屑分断できた(終了)
②周波数倍率を設定する #
このパラメータの意味:こちらを参照
設定可能な値:0.125/0.2/0.25/0.33/0.5/1.5/2.5
設定方法:下の表から決定してください
| 対象工程の主軸回転数 [rpm] | 周波数倍率 | 振幅倍率初期値の目安 |
|---|---|---|
| ~ 150 | 基本的に0.5で使用。 0.5で切屑は分断可能だが長い場合、 1.5を試す。 | 0.8 |
| 150 ~ 1000 | 0.5 | 0.8 |
| 1000 ~ 1500 | 0.33 | 0.8 |
| 1500 ~ 2000 | 0.25 | 1.0 |
| 2000 ~ 3000 | 0.125 | 1.6 |
周速一定制御で主軸回転数が変化する場合、一番大きい主軸回転数を参照して周波数倍率を決定してください。
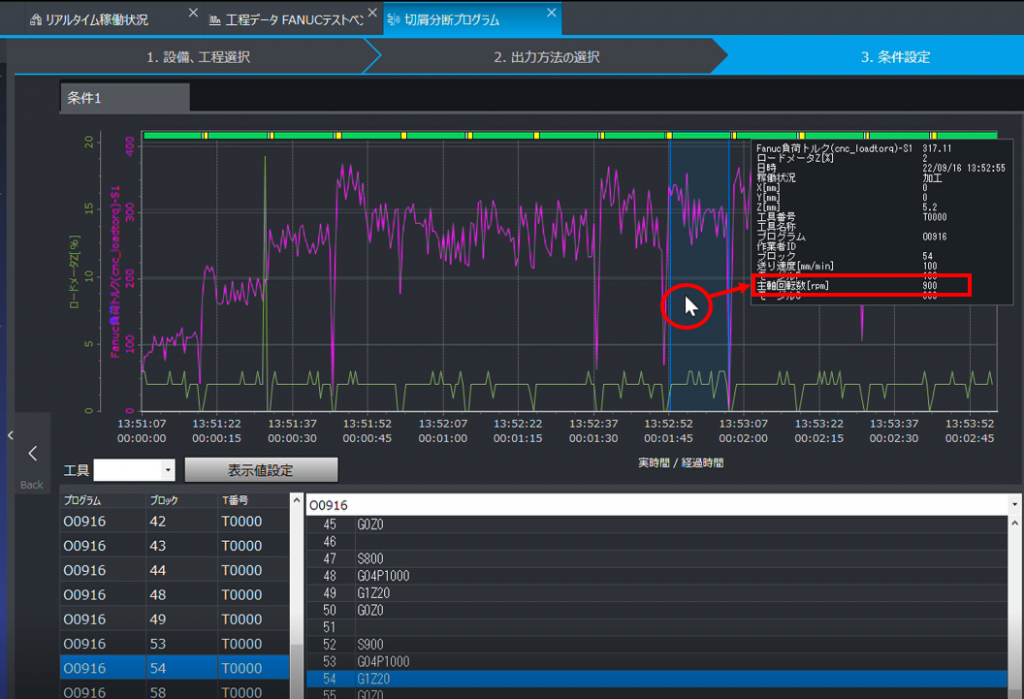
主軸回転数が不明な場合、グラフ上で選択行に該当する場所にマウスカーソルを移動させると、主軸回転数を含む加工条件が表示されます。
③1周期あたりの指令点数を設定する #
このパラメータの意味:こちらを参照
設定可能な値:1~20までの整数値
設定方法:基本的に「7」を入力してください。
その他機能の詳細 #
複数行選択 #
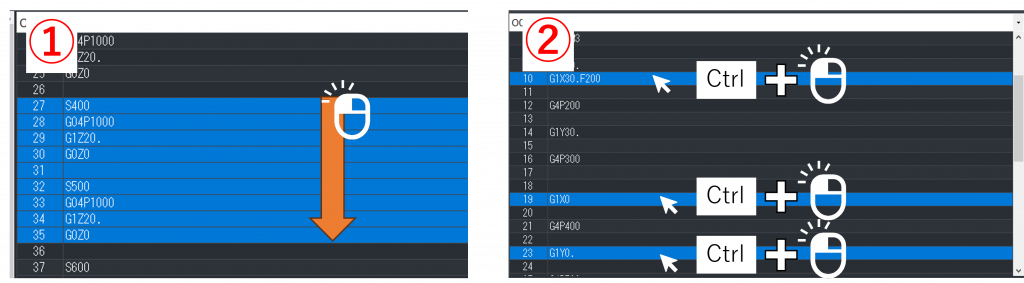
連続する行を選択できます。①クリックの長押し(またはshiftキーを押しながら先頭と末尾をクリック)で連続する行の選択、または②Ctrlキーを押しながらのクリックで不連続な行の選択ができます。
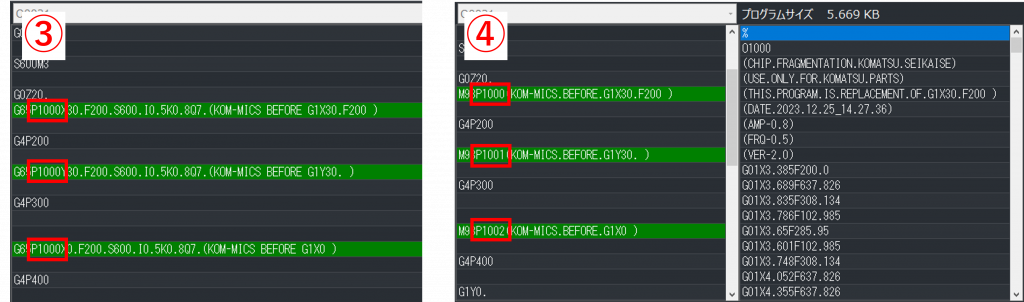
複数行選択した場合は、カスタムマクロか点群プログラムかでサブプログラムの出力数が変わります。
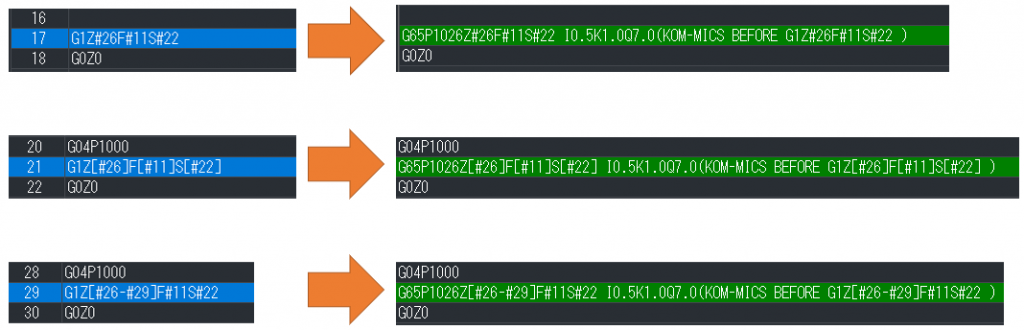
カスタムマクロ:出力されるカスタムマクロは1つで、切屑分断に変更する全てのパスでそのマクロを呼び出します。(例:③では全てO1000の呼び出し)
点群プログラム:変更するパス1毎に1つサブプログラムが出力され、そのプログラム番号は入力値から1ずつ増加した番号になります。(例:④では1000,1001,1002のサブプログラムを出力する)
複数行選択したときにG01以外の行が含まれる場合、G01の行のみ切屑分断のマクロ呼び出しに変更されます。
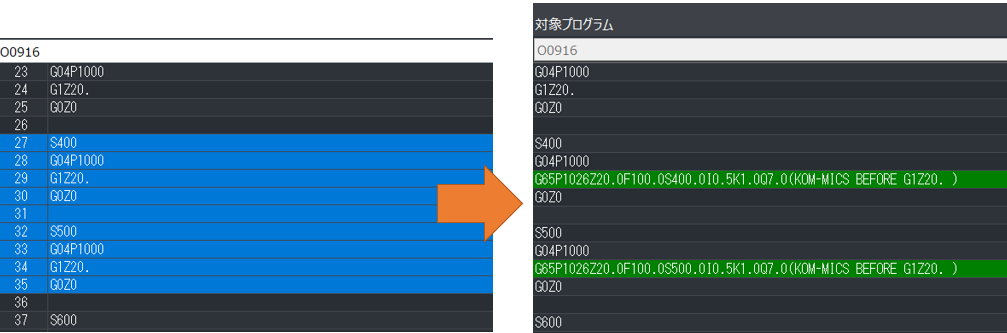
注意1:この手法で複数行選択をする場合は、選択範囲内のG01全て、切屑分断のパラメータが同じ値で出力されます。行によって異なるパラメータを設定したい場合や、切屑分断に変えたくないG01が存在する場合は、同一プログラム内で異なる条件を適用する方法で複数行を選択てください。
注意2:参照している工程データのわずかな時刻ずれで、稀にG0などの行が切屑分断に変更される可能性があります。出力結果を確認し、そのような場合は条件設定に戻ってCtrl+クリックで不要な部分を選択から外してください。
複数条件の設定 #
同じプログラム内で以下を行う場合は、この複数条件の設定を行ってください。
・回転数一定と周速一定の両方のパスに切屑分断制御を使いたい。
・切屑分断のパラメータ(周波数倍率など)を、パス毎に変更したい。
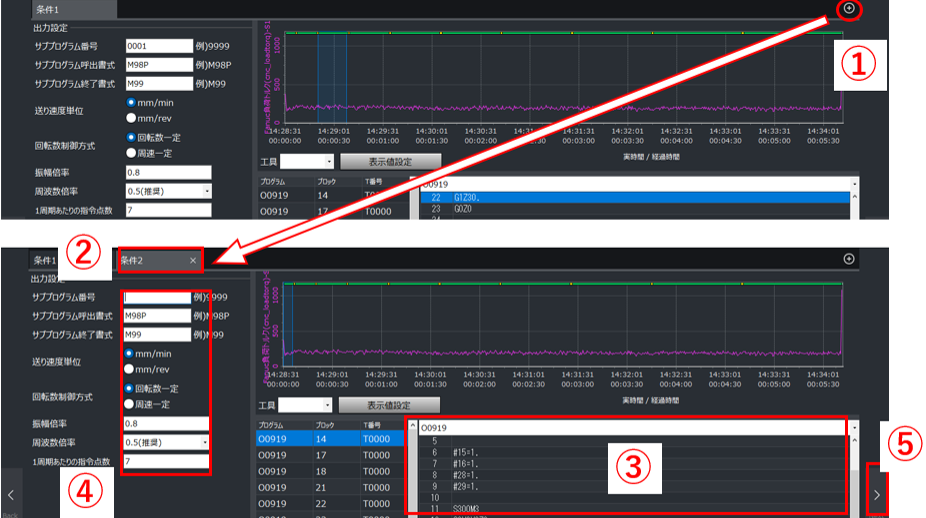
まず、1つ目の行について、出力設定を記入します。ただし、「Next」には進まないでください。
①右上の「+」ボタンを押してください。
②「条件2」のタブが作成され、自動的に「条件2」タブに移動します。
③2つ目の選択したい行をクリックします。
④サブプログラム番号/カスタムマクロ番号などの出力設定を入力してください。
3つ以上の行を選択したい場合は、①~④を繰り返してください。また、「条件2」以降のタブは、「×」ボタンで消去可能です。
⑤全ての行を選択した場合、「Next」ボタンを押してください。以降の流れは、1つの条件の場合(点群、マクロ)と同じです
注意:点群プログラムの出力形式で、サブプログラム番号は全ての条件で異なる番号にしてください。重複番号がある場合はエラーになります。
変数を含む行の対応(出力形式:カスタムマクロ 限定) #
出力形式がカスタムマクロの場合、座標などに変数が含まれる場合でも切屑分断プログラム出力に対応しています。出力の流れは基本的に「切屑分断プログラム出力のフロー」と同じになります。
注意:出力形式が点群NCプログラムの場合は、座標などに変数が含まれる行に対応していません。
トラブルシューティング #
Q&A #
| Q | A |
|---|---|
| サイクルタイムが伸びてしまう。 | 周波数倍率の値を1段階引き下げてください。 |
| チップが破損する。断続的な加工音が大きい。 | 振幅倍率が過大な可能性があります。実際に加工して切屑が分断できる範囲で振幅倍率を引き下げてください。それでも改善しない場合は、送りを下げる必要があります。 |
| 面粗さが悪化し、規格内に収まらない。 | 内径・外径旋削、ボーリング加工では、ワイパーチップ(仕上げ刃がついており、高い送り速度でも面粗さを向上できる)と併用すると、切屑分断制御を使用しても面粗さを保つことができます。 |
加工時間が非常に短い行に適用したい場合 #
加工時間が1秒以下のような非常に短いパスに対して切屑分断制御を適用する場合、その行の加工が早すぎて工程データに残らず、「選択している行は現在の工程データでは実行されていないため演算することはできません。」のエラーが発生することがあります。この場合、以下の手順でエラーを回避することができます。
1. KOM-MICS Loggerが接続された設備で、対象のプログラムを1回実行します。その際に、切屑分断制御を適用したい短い行では、送りオーバーライドを大きく下げて実行します(目安:10%以下)。なお、このプログラム実行時は、エアカットで問題ありません。
2. 1で実行した工程を対象にして、切屑分断プログラム機能を使用します。
3. 適用したい行を選択したときに、グラフ上でその行に対応する青いハイライトが出ることを確認してください。これで、「選択している行は現在の工程データでは実行されていないため演算することはできません。」のエラーが回避できるようになります。
エラー一覧 #
出力形式:点群NCプログラム/カスタムマクロ 共通
| エラーメッセージ | エラーの原因・対処法 |
|---|---|
| G01の行のみ切屑分断処理が可能です、別の行を指定してください。 | G00,G02,G03などの行は切屑分断出力に対応していません。G01の行を選択してください。 また、固定サイクルには適用外のものがあります。適用可能な固定サイクルを選択してください。 |
| 選択している行は現在の工程データでは実行されていないため演算することはできません。 | 工程データから加工条件を参照しているため、対象行の工程データが残っていないとエラーになります。工程データがある行を選択してください。元々の加工時間が1秒以下と短い場合、こちらの手法で工程データに残すことで、適用可能になります。 |
| 刃先R補正、工具径補正がかかっている行は演算が行えません。 | 刃先R補正、工具径補正と切屑分断制御が併用できません。G42(G41)~G40の補正区間にない行を選んでください。 |
| 2軸以上の移動が指令されている行は演算が行えません。 | 円弧(G02,G03)には対応していません。直線加工している行を選択してください。 |
出力形式:点群プログラム
| エラーメッセージ | エラーの原因・対処法 |
|---|---|
| サブプログラム番号、呼出書式、終了書式は必ず入力してください。 | 出力設定に未記入の項目があるとエラーになります。 全て記入してください |
| サブプログラム番号が重複している条件があります。全条件異なるサブプログラム番号を入力してください。 | 条件1,2,…の中に、サブプログラム番号が同一のものがある場合、エラーになります。 異なるサブプログラム番号を設定してください。 |
| 移動先、速度に変数が指定されている場合は演算を行えません。 | 変数で座標などが記述されている行は選択できません。変数で記述されていない行を選択してください。 |
出力形式:カスタムマクロ