概要 #
「管理」カテゴリの「機械加工改善マトリクス」アプリは、設備ID+品番+工程名をキー、(※品番登録がない場合は設備ID+プログラム名をキー)にして月毎にデータを集計し、改善余地の大きいプログラムを特定して効率的な加工改善を支援するためのアプリです。

各ボタンについて #
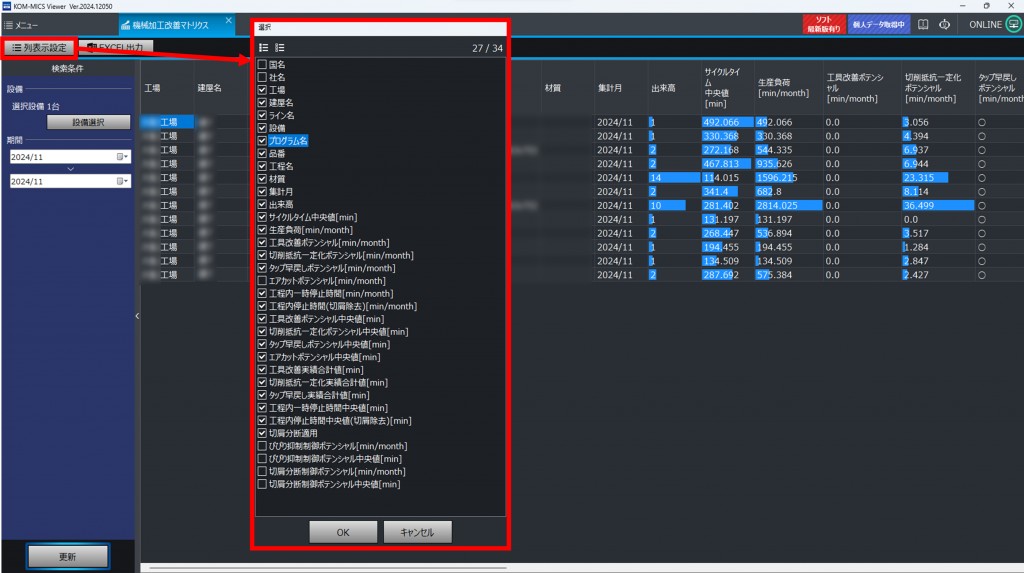
①「列表示設定」ボタン:
クリックすると列の表示、非表示を選択するためのポップアップウィンドウが表示されます。
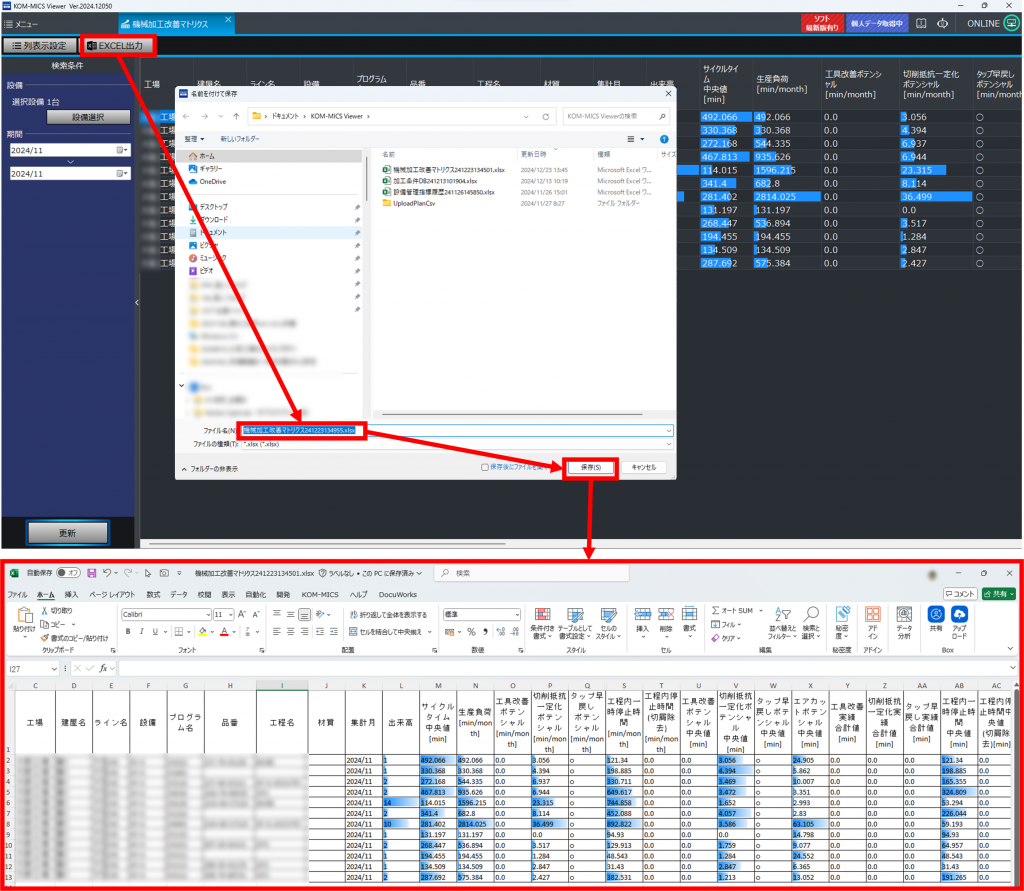
②「EXCEL出力」ボタン:
表示中の一覧をEXCEL形式でダウンロードします。
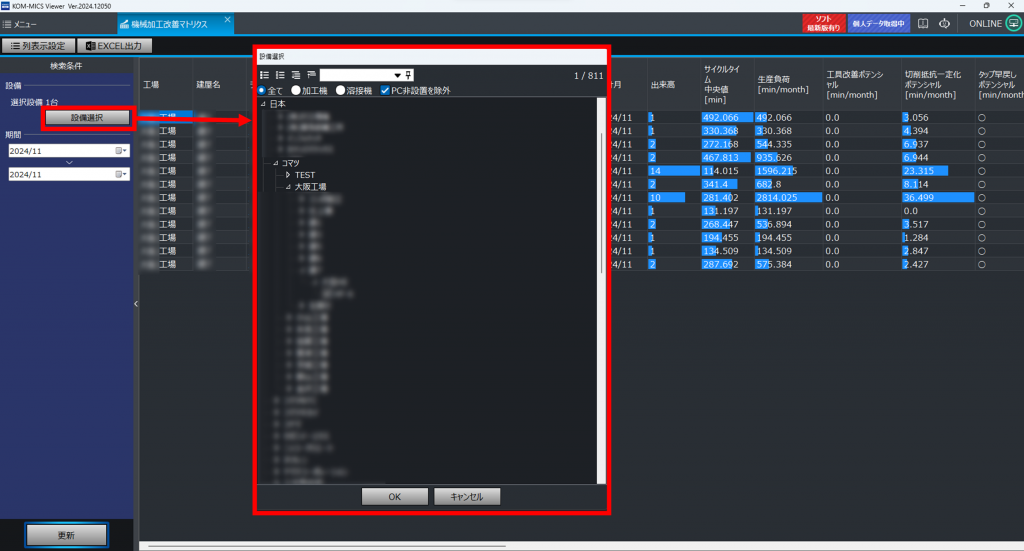
③「設備選択」ボタン:
クリックすると検索条件である設備を設定するためのポップアップウィンドウが表示されます。
機械加工の設備のみが対象です。
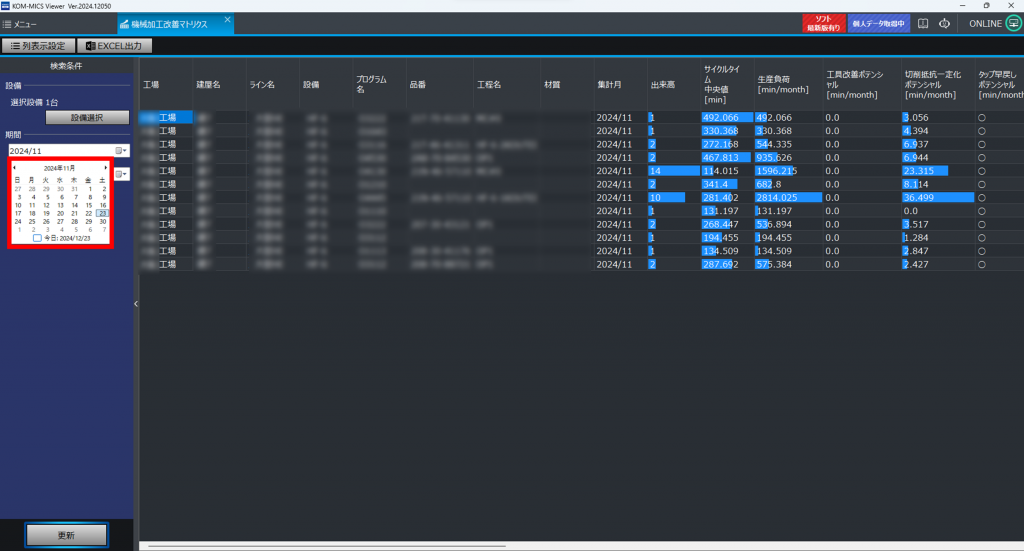
④「期間」FROM/TO:
クリックすると検索条件である期間を設定するためのカレンダーが表示されます
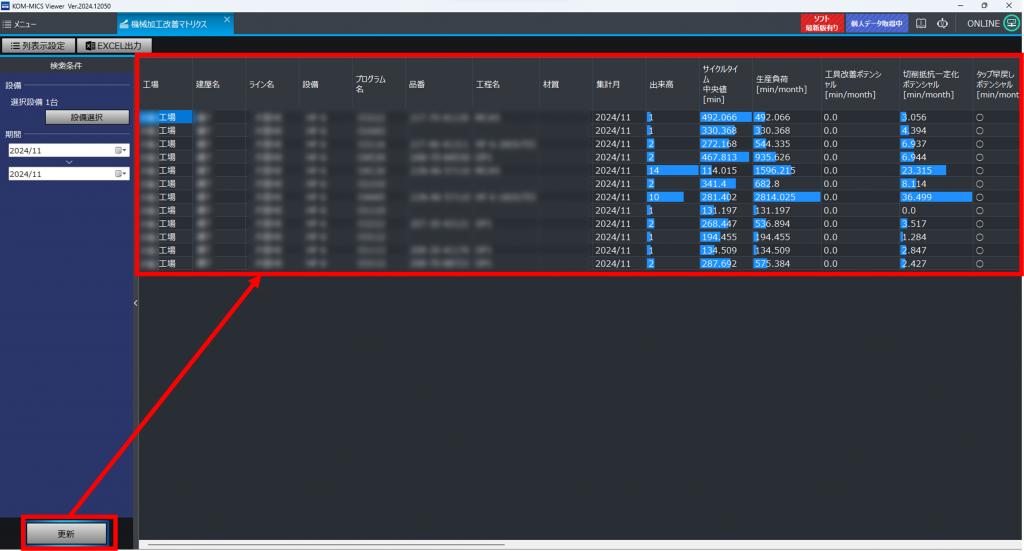
⑤「更新」ボタン:
クリックすると設定している検索条件でサイクルタイム解析の履歴を検索し、一覧で表示します。
各項目の計算方法について #

①材質:
集計期間中の最新の値を表示。
②集計月:
集計を行った年月。
③出来高:
期間中の出来高をカウント
④サイクルタイム中央値[min]:
月の中央値。
⑤生産負荷[min/month]:
④サイクルタイム中央値[min]×②出来高 より計算
⑥工具改善ポテンシャル[min/month]:
工程完了履歴の改善ポテンシャルの期間合計値
⑦切削抵抗一定化ポテンシャル[min/month]:
(A)“切削抵抗一定 NC 適用回数“ が0以上なら○を表示
(B)適用されていない場合 工具カテゴリ大分類が 旋削、フライス、ボーリング
に該当する工具の加工時間の合計値× 0.05 の数値を表示。
⑧タップ早戻しポテンシャル[min/month]:
タップ早戻しが未適用の場合に、改善ポテンシャルを表示する。
設備がFANUCの場合のみ対象。
集計時の対象設備の設備登録情報より、
(A)NCがFANUC以外→“×”を出力
(B)NCがFANUC かつ、設備登録情報でタップ高速戻し有無=”〇”かつ、
タップ引き抜きオーバーライド[%]>100% →”〇” を出力。
(C)それ以外→工具大分類:タップ の加工時間の合計値×0.25の値を出力。

⑨エアカットポテンシャル[min/month]:
工程完了履歴のポテンシャルエアカットの期間中合計値。
⑩工程内一時停止時間[min/month]:
工程内一時停止時間の期間中合計値。
⑪工程内停止時間(切屑除去)[min/month]:
工程内停止の停止要因が切屑除去(停止要因コメント:KRK)を集計。
切屑分断制御の改善ポテンシャルを表示。
⑫工具改善ポテンシャル中央値[min]:
⑥工具改善ポテンシャル[min/month]の値の計算元の中央値。
⑬切削抵抗一定化ポテンシャル中央値[min]:
⑦切削抵抗一定化ポテンシャル[min/month]の値の計算元の中央値。
⑭タップ早戻しポテンシャル中央値[min]:
⑧タップ早戻しポテンシャル[min/month]の値の計算元の中央値。
⑮エアカットポテンシャル中央値[min]:
⑨エアカットポテンシャル[min/month]の値の計算元の中央値。
⑯工程内一時停止時間中央値[min]:
⑩工程内一時停止時間[min/month]の値の計算元の中央値。
⑰工程内停止時間中央値(切削除去)[min]:
⑪工程内停止時間(切屑除去)[min/month]の値の計算元の中央値。
簡単カイゼンへのリンク #
ポテンシャルの期間合計列をWクリックした場合に対象の簡単カイゼンのSTEP2の項目に移動します。
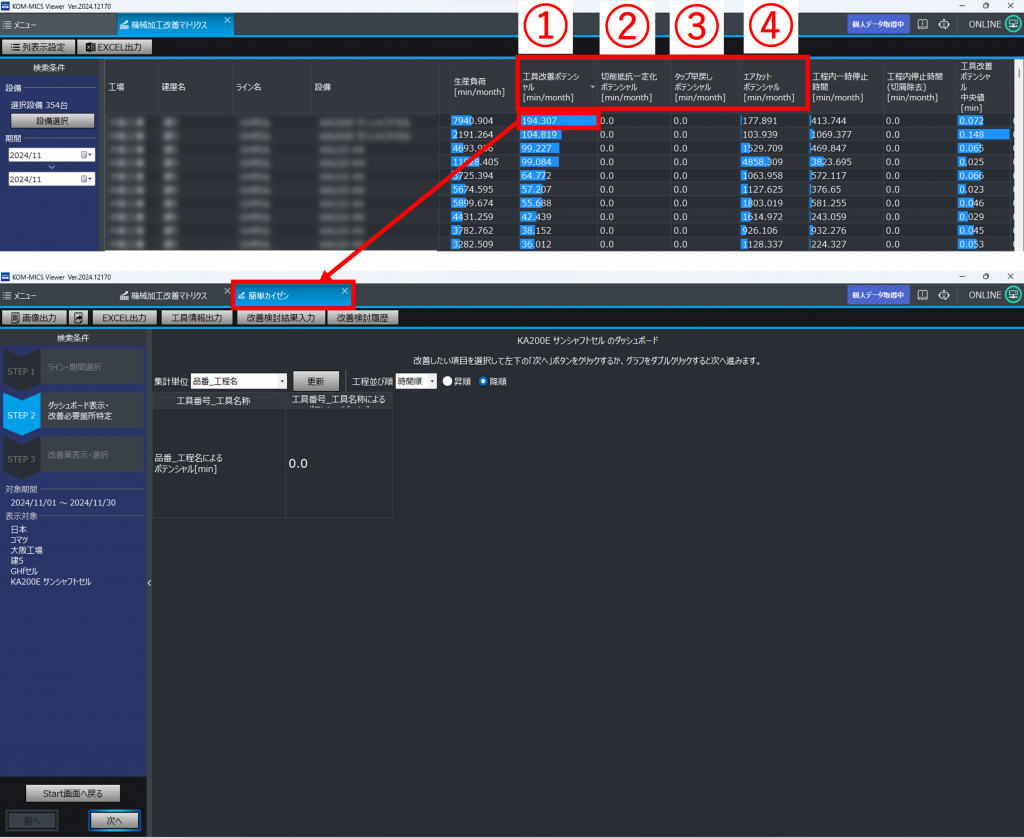
対象列は以下の通り。
①工具改善ポテンシャル
②切削抵抗一定化ポテンシャル
③タップ早戻しポテンシャル
④エアカットポテンシャル