概要 #
設備保全カテゴリの「溶接ロボット予知保全ダッシュボード」アプリは溶接ロボットの予知保全ができるアプリです。KOM-MICSで取得した溶接ロボットのデータを、ダッシュボードを用いて状態監視することで予知保全に取り組むことができます。
事前準備 #
対象ロボットの決定 #
ダッシュボードに表示したいロボットを予め決めておく必要があります。対象とするロボットはLoggerを通してデータ取得が可能な状態である必要があります。また、電流だけでなく、電圧やワイヤ送給負荷電流についても監視したい場合、それらのデータも取得できている必要があります。状態監視のメリットを最大限にするため、これらのデータは全て取得できるよう準備することを推奨します。
ダッシュボードは予め設備情報ごとに用意された計算モデルを用いて値を計算します。この計算モデルの設定はLoggerのシステム設定で行います。対象ロボットが決定しましたら、Loggerにて計算モデルを設定します。また、ダッシュボードの機能をフルで使いたい場合は以下の設備条件の組み合わせの中のいずれかのパターンである必要があります。
パターン1: Panasonic電源、ワイヤ径φ1.4、ソリッドワイヤ、8:2MAG
パターン2: Panasonic電源、ワイヤ径φ1.4、ソリッドワイヤ、CO2
パターン3: Panasonic電源、ワイヤ径φ1.2、ソリッドワイヤ、8:2MAG
パターン4: Panasonic電源、ワイヤ径φ1.4、CWSワイヤ、8:2MAG
パターン5: Panasonic電源、ワイヤ径φ1.2、ソリッドワイヤ、CO2
パターン6: Panasonic電源、ワイヤ径φ1.4、ソリッドワイヤ、6:4MAG
これらのパターンのいずれでもないロボットでダッシュボードを使いたい場合は、傾向が近しいと思われるモデルを用いるか、管理者にご相談ください。特にPanasonic以外の電源の場合は、そもそも、電圧やワイヤ送給負荷電流のKOM-MICSでの取得が困難となります。この場合、個別対応とさせていただきますので、管理者にご相談ください。
対象ロボットの各種設定 #
対象ロボットが決定したら、計算モデルを適用してください。注意点として、この計算モデルの適用により、ロボットのデータ収集に用いている端末の計算負荷が増大します。そのため、負荷状態によってはデータの欠落が起きたり、最悪の場合、Loggerが処理落ちする危険があります。お使いの端末のスペックを確認のうえ、計算モデルの適用は少しずつ追加していくことを推奨します。
計算モデル設定方法(Loggerシステム設定) #
溶接ロボット予知保全設定 を参照ください
使用手順 #
基本操作 #
① 「設備保全」カテゴリーの「溶接ロボット予知保全ダッシュボード」アプリをクリック

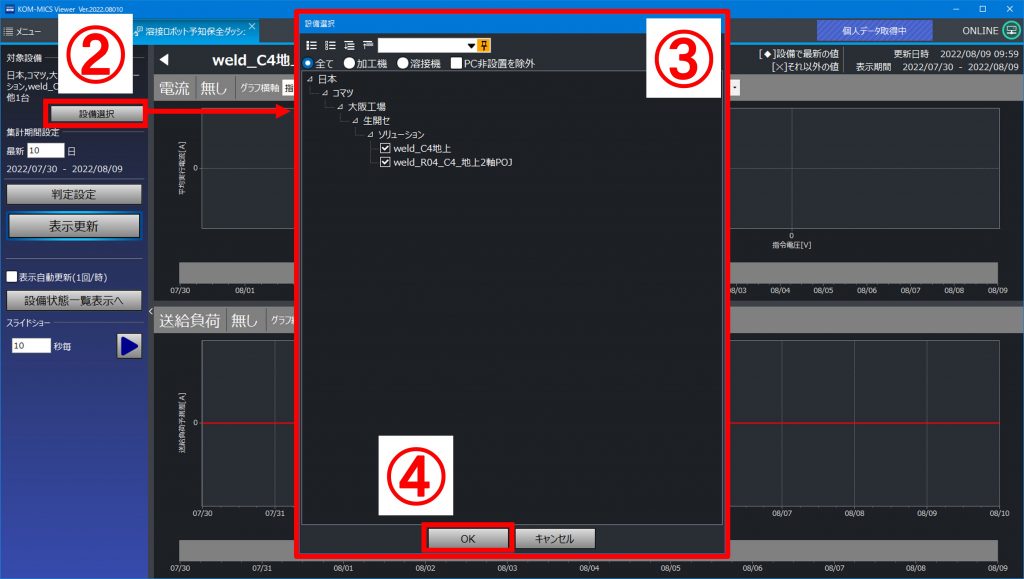
② 「設備選択」をクリック
③ 対象とする設備を選択(複数選択可)
④ 「OK」をクリック
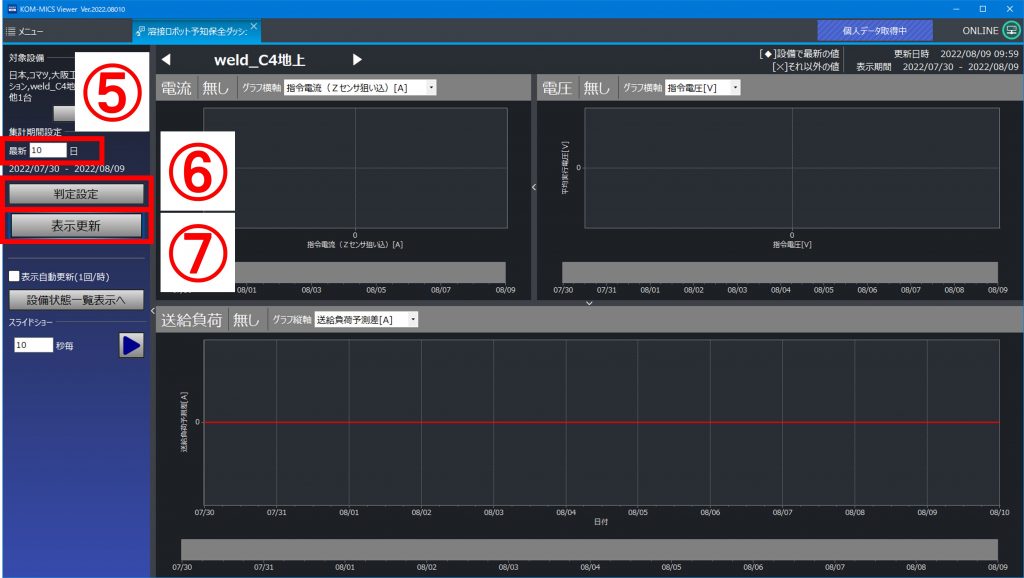
⑤ 集計期間設定として、最新から何日前まで表示するかを入力
⑥ 判定に関する設定を変更したい場合は「判定設定」をクリック(判定設定 参照)。デフォルトで問題なければスキップ
⑦ 「表示更新」をクリック。ダッシュボードの表示が更新される
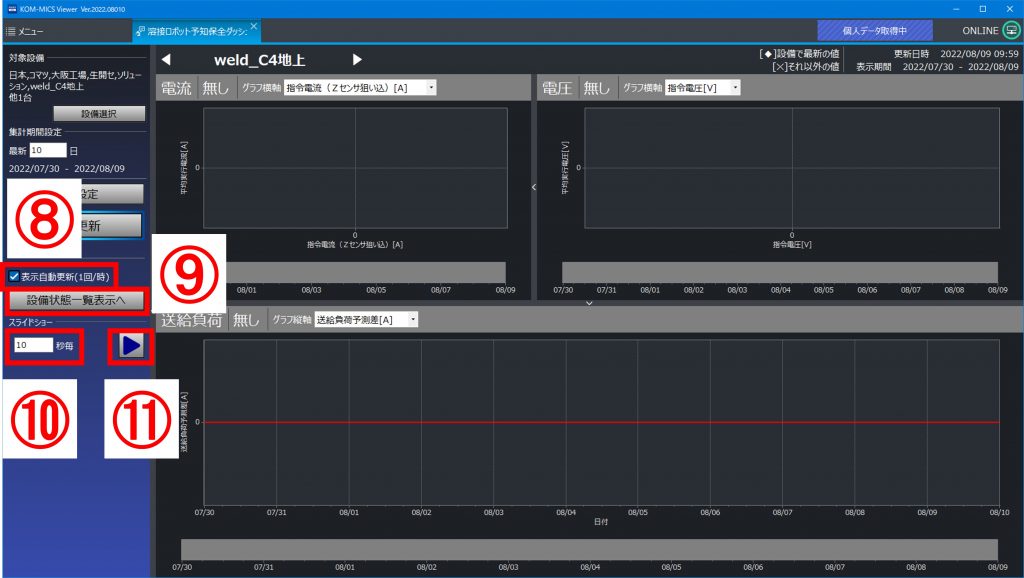
⑧ 表示を自動更新したい場合は、「表示自動更新(1回/時)」にチェック
⑨ ダッシュボードの表示を設備状態一覧表示に変更したい場合は、「設備状態一覧表示へ」をクリック
⑩ スライドショーの切り替えタイミングを入力
⑪ 再生ボタンをクリックすればスライドショーが開始
⑫ スライドショー中は再生ボタンが停止ボタンに変化。停止ボタンを押すまで設定の変更などは不可

ダッシュボード 操作方法 #
⑬ 左右どちらかのボタンをクリックすることで表示設備を手動で切り替え可能
⑭ 電流のグラフ横軸を「指令電流(Zセンサ狙い込み[A])」か「日付」のどちらかを選択可能
⑮ 電圧のグラフ横軸を「指令電圧[V])」か「日付」のどちらかを選択可能
⑯ ワイヤ送給負荷電流のグラフ縦軸を「送給負荷予測差[A]」か「送給負荷[A]」のどちらかを選択可能

設備状態一覧 操作方法 #
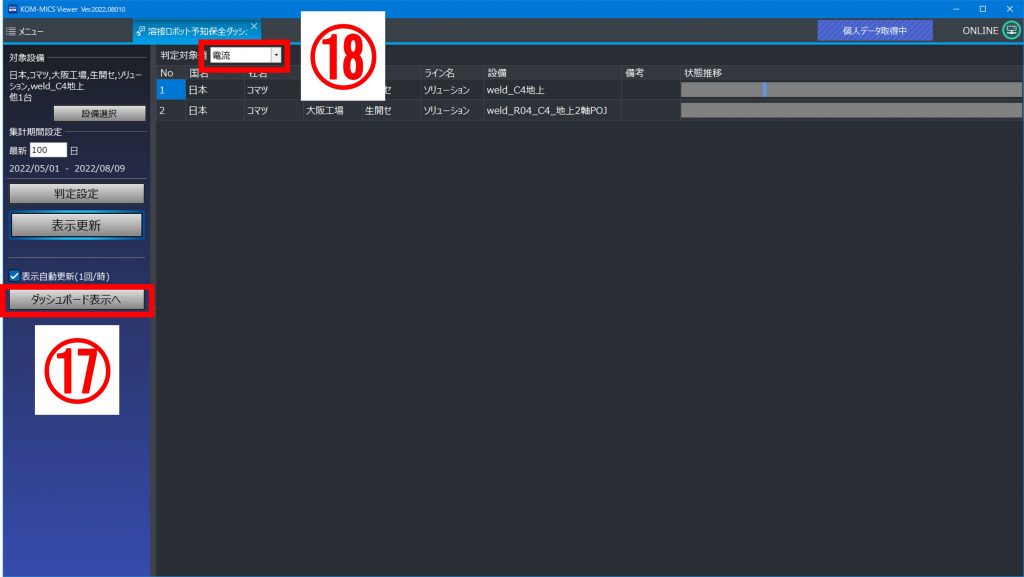
⑰ 「ダッシュボード表示へ」をクリックするとダッシュボード表示に切り替え
⑱ 判定対象を「電流」「電圧」「送給負荷」のいずれかから選択可能
判定設定 #
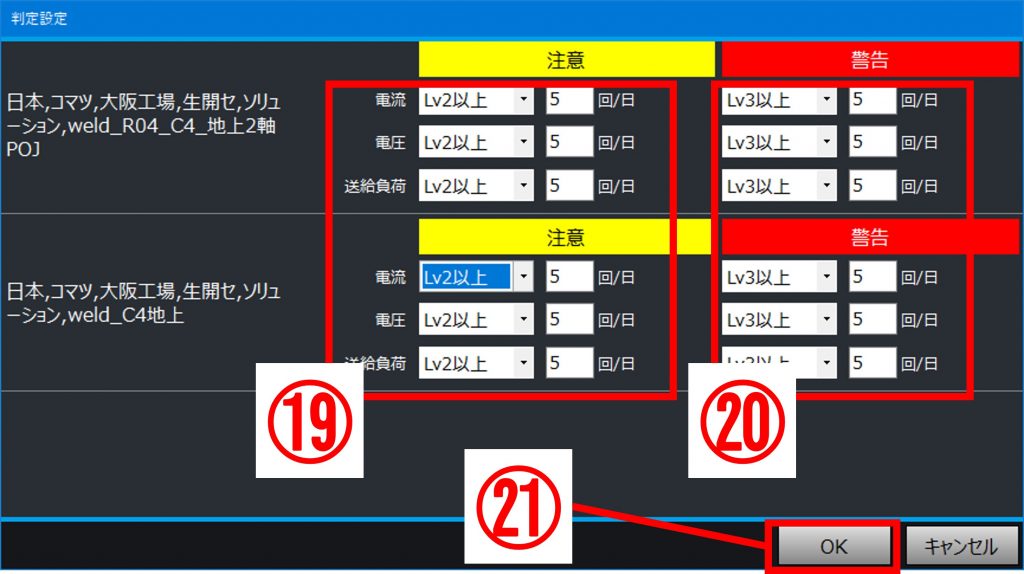
データが正常を規定する閾値から外れた場合、異常と判定されます。より大きく外れるほど「異常Lv1」「異常Lv2」「異常Lv3」と判定が変化します。対象のロボットの1日分の工程の判定結果を見たとき、この異常の度合と数に応じてその日の総評を「あんどん」として表示します。判定設定画面では、その「あんどん」の切り替えについての設定を変更できます。あんどんは「正常」<「注意」<「警告」の順に重要度が変化します。
⑲ 電流、電圧、送給負荷、それぞれについて、「異常Lv*以上」の異常が「何回」起きた場合、「注意」のあんどんを表示するか設定します
⑳ 電流、電圧、送給負荷、それぞれについて、「異常Lv*以上」の異常が「何回」起きた場合、「警告」のあんどんを表示するか設定します
㉑ 「OK」をクリックすれば設定の変更が適用されます
溶接ロボット予知保全ダッシュボード 画面説明 #
ダッシュボード表示 #
・グラフは工程内の溶接条件の固有組み合わせごとにプロットされます。このとき、工程内での溶接時間が短すぎる溶接は予め除外されています
・最新のデータは「◇」でプロットされ、それ以外のデータは「×」でプロットされます
・プロットにマウスカーソルを近づけると概要が表示されます。そのままプロットをダブルクリックすれば、工程データのページを開きます
・グラフに表示されている赤い線は閾値を示します。プロットがこの上限/下限の範囲内にある場合は「異常無し」(青)です
・閾値から外れると「異常」と判定されます。より大きく外れるほど、「異常Lv1」(緑)、「異常Lv2」(黄)、「異常Lv3」(赤)と判定が変化します
・各グラフ上部に、前日1日分の結果を基にした「あんどん」が表示されます
・各グラフ下部には、集計期間内における「あんどん」の推移が帯グラフで表示されます
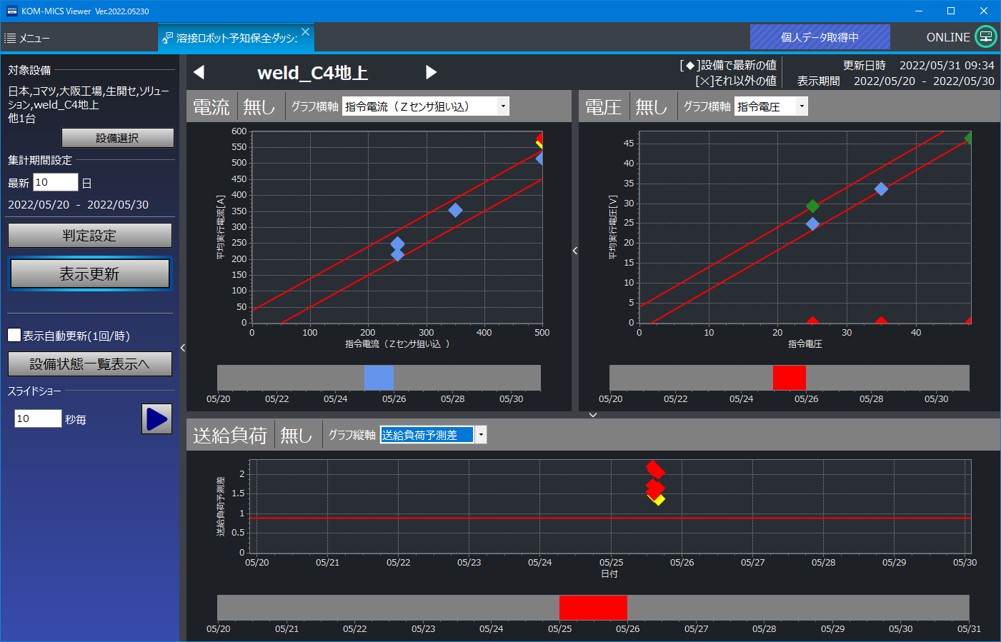
電流 #
横軸=指令電流(Zセンサ狙い込み)[A] #
・グラフの縦軸が工程内で行われた溶接の平均実行電流[A]です
・グラフの横軸が工程内で行われた溶接の指令電流[A]です。Z方向のアークセンサが適用されている場合、その狙い値が指令電流に合算された状態で表示されます
・このグラフでは、指令値に対して実効値がどれだけ出ているかを確認できます。異常に高い場合は溶接電流に対して突き出しが短い可能性などが考えられます。異常に低い場合は、突き出しが長いか、断線などが考えられます
横軸=日付 #
・グラフの横軸が集計期間中の日付で表示されます
・なにか電流の異常が起きた場合、その現象がいつから発生したものなのかを確認するときなどに有効です
電圧 #
横軸=指令電圧[V] #
・グラフの縦軸が工程内で行われた溶接の平均実行電圧[V]です
・グラフの横軸が工程内で行われた溶接の指令電圧[V]です
・このグラフでは、指令値に対して実効値がどれだけ出ているかを確認できます。異常に高い場合は溶接電流に対して突き出しが長い可能性などが考えられます。異常に低い場合は、突き出しが短いか、断線などが考えられます
・正常に溶接できているのに電圧が異常に低い場合は、電圧取得のためのケーブルの配線に異常がある可能性があります
横軸=日付 #
・グラフの横軸が集計期間中の日付で表示されます
・なにか電圧の異常が起きた場合、その現象がいつから発生したものなのかを確認するときなどに有効です
送給負荷 #
縦軸=送給負荷予測差[A] #
・溶接の電流値を基に、送給負荷の値を計算モデルから予測します。その予測値から実測値がどれだけ離れているかを縦軸にプロットすることで、異常の度合を可視化します。異常が大きい場合、フレコンやライナーケーブルなどの送給系のメンテナンスをすることで改善する可能性があります
・横軸は集計期間中の日付です。送給系の異常が、徐々に増加したものなのか、突発的なものなのか、そしてそれがいつ頃からなのかなどを確認できます
縦軸=送給負荷[A] #
・縦軸を送給負荷の実測値で表示することも可能です。実測値は、工程内の溶接条件の固有組み合わせごとの平均値がプロットされます。送給装置の定格出力と比べてどの程度の負荷であるかを調べるときに有効です
・このとき、異常判定を行う閾値は表示されません(指令値によって正常な送給負荷は異なるため)。ただしプロットの色は送給負荷予測差に基づいて判定されたものがそのまま使用されます
設備状態一覧表示 #
・各ロボットについて、集計期間内の「あんどん」推移を一覧で表示できます
・どのロボットが悪くなってきたか、慢性的に悪い状態であるか、などを一覧で確認する際に使用します